

Технические характеристики пресс-формы для литья под давлением решетки радиатора
——
| Основа формы | S50C |
| Формовочный стержень | DIN2312,2738,2344,718,S136,8407,NAK80,SKD61,H13 и др. |
| Твердость стали | 46~56 HRC |
| Полость плесени | Одиночный/Многофункциональный |
| Формовочный литник | Горячий/холодный бегун |
| Размер формы | 1500*1500 мм |
| Поверхность плесени | Электроэрозионная обработка / Высококачественная полировка и текстурирование |
| Твердость | 20-60HRC |
| Программное обеспечение для проектирования | UG, Pro, AutoCAD, SolidWorks и т. д. |
| Эжекторная система | гидравлические цилиндры |
| Система охлаждения пресс-формы | водяное охлаждение или охлаждение бериллиевой бронзой и т. д. |
| Жизнь плесени | 500 000 выстрелов |
Описание формы для изготовления решетки радиатора
——
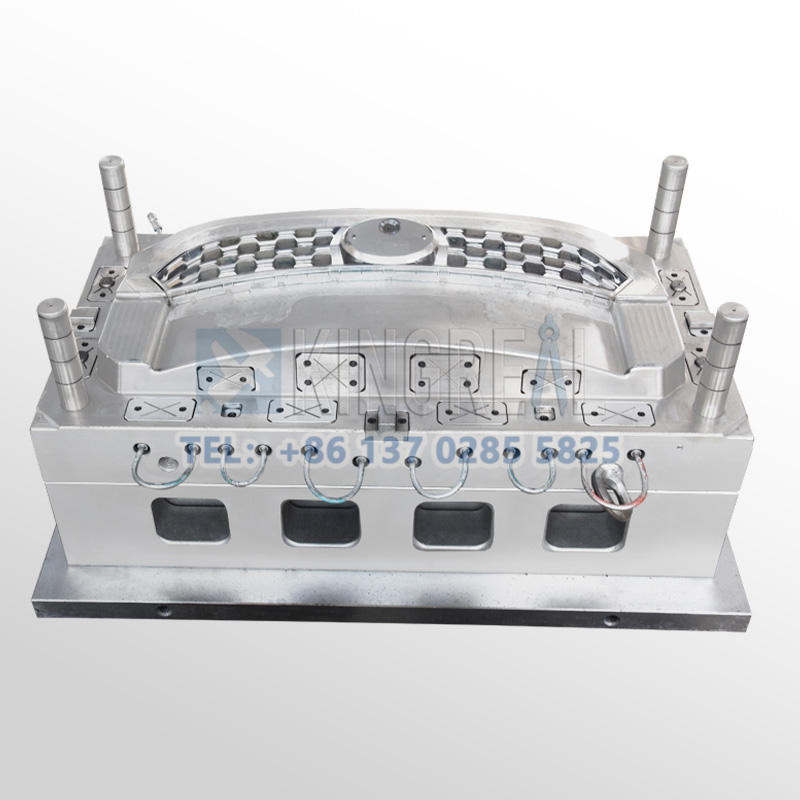
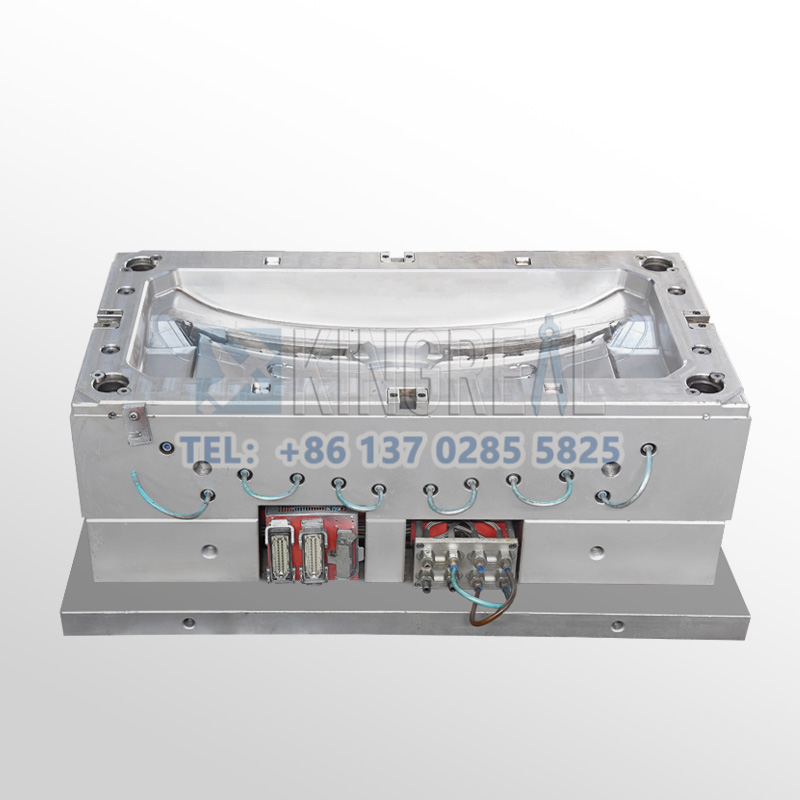
Пресс-форма для решетки радиатора (форма для решетки радиатора) — это пресс-форма, специально разработанная для производства автомобильных решеток радиатора. Она используется для изготовления решетки или полосы автомобильного радиатора из термопластичных материалов, таких как ABS, ASA, сплавы PC/ABS и т. д., методом литья под высоким давлением для рассеивания тепла, отвода тепла и защиты внутренних частей автомобиля. Пластиковые пресс-формы для автомобильных решеток радиатора.
Решетка радиатора — один из основных компонентов автомобильной системы охлаждения, обычно расположенный в передней части автомобиля, интегрированный в передний бампер или крышку моторного отсека, обеспечивающий каналы для потока воздуха к двигателю, конденсатору кондиционера и другим компонентам, гарантируя эффективное рассеивание тепла и защиту ключевых внутренних компонентов. Обычно изготавливается методом литья под давлением.
Обычно радиаторная решетка изготавливается методом литья под давлением с использованием многопозиционной формы для воспроизведения сложной решетчатой структуры. Радиаторная решетка является центральным элементом дизайна передней части кузова, и большинству автомобильных заказчиков необходимо учитывать фирменный стиль марки, что требует от производителя радиаторных решеток возможности хромирования, текстурирования и нанесения светящихся покрытий.

Типичные процессы литья под давлением для изготовления решеток радиатора
——
Процесс литья под давлением IMD для радиаторных решеток
Перед литьем под давлением пленка с хромовым покрытием, текстурой или рисунком в виде печатной платы (толщиной 0,1-0,3 мм) предварительно позиционируется в полости пресс-формы для достижения точности подгонки криволинейной поверхности ±0,05 мм с помощью вакуумной адсорбции или механического зажима. Для предотвращения деформации пленки или проникновения расплава в декоративный слой используется литье под низким давлением и высоким давлением (80-100 МПа). Температура литьевой формы контролируется на уровне 70-90 °C для обеспечения текучести расплава и прочности сцепления пленки. Между декоративным и несущим слоями размещается встроенный нагревательный элемент или функциональный слой в виде обтекателя, поддерживающий интеллектуальное взаимодействие (например, динамическое освещение, отображение состояния зарядки).

Технические характеристики пресс-формы для литья под давлением решетки радиатора
——
1. Многопозиционная конструкция для извлечения изделия из формы.
Для литьевых форм радиаторных решеток необходимо учитывать сотовую или решетчатую структуру радиаторных решеток. В литьевых формах KRMOLD для радиаторных решеток используется многопозиционный механизм (5-12 элементов) и механизм наклона верхней части. Использование нескольких позиционеров (5-12 элементов) и механизма наклона верхней части обеспечивает согласованное извлечение изделия из формы и предотвращает деформацию и напряжение тонкой структуры.
2. Оптимизация системы разлива
Пресс-форма для литья под давлением радиаторных решеток предназначена для изготовления готовых изделий с поперечной структурой. Каждая поперечная перекладина имеет отдельный литниковый канал, что позволяет избежать образования следов сплавления, вызванных пересечением нескольких потоков материала. Заполнение сложной структуры осуществляется через нижний погружной литниковый канал. В конструкции пресс-формы используется система горячеканального потока с игольчатым клапаном для уменьшения зоны сварного шва за счет поэтапного заполнения, что обеспечивает равномерность решетки и качество поверхности (Ra≤0,8 мкм). Погружной литниковый канал часто используется для скрытия глянцевых участков, чтобы избежать влияния следов литникового канала на внешний вид.
3. Интеллектуальная модернизация системы
Пресс-форма для литья под давлением радиаторных решеток KRMOLD поддерживает активную решетку (AGS) и встроенный кронштейн для датчиков, например, для миллиметрового радиопрозрачного обтекателя (ослабление сигнала ≤ 0,5 дБ), а также оснащена системой мониторинга потока расплава в реальном времени с использованием искусственного интеллекта, динамической регулировкой кривой давления выдержки и обеспечивает выход годных изделий из радиаторных решеток ≥ 99,5%.
Какие примеры успешных проектов KRMOLD можно привести в области литья под давлением для автомобильной промышленности?
——————
Пресс-формы KRMOLD для автомобильных деталей — это специальные инструменты, используемые для формования пластиковых деталей автомобилей. Расплавленный пластик впрыскивается в полость пресс-формы под высоким давлением, затем охлаждается и отверждается, образуя автомобильные детали определенной формы, размера и назначения. Пресс-формы KRMOLD для автомобильных деталей способны поддерживать процессы внутриформового декорирования (IMD), литья с закладными элементами, формования электропроводящих материалов и т. д., для производства автомобильных пластиковых деталей, обладающих такими характеристиками, как малый вес, высокая производительность и устойчивость к атмосферным воздействиям. Компания KRMOLD помогла десяткам всемирно известных автомобильных компаний, включая Ford, GAC Legend, BMW, Mercedes-Benz, Jaguar и Kia, завершить проектирование, производство и ввод в эксплуатацию автомобильных пресс-форм. Например:
★Формы для литья под давлением автомобильных внешних деталей:
Пресс-формы для литья под давлением автомобильных бамперов, автомобильных решеток радиатора, компонентов фар.
★Формы для литья под давлением деталей интерьера автомобилей
Пресс-формы для автомобильных приборных панелей, пресс-формы для защитных элементов дверей/крыши автомобилей.
★Литье под давлением функциональных деталей для автомобилей
Пресс-формы для литья под давлением кожуха рулевой колонки, крышки дроссельной заслонки/крышки топливного бака автомобиля.



Часто задаваемые вопросы
—
1. Формы быстро изнашиваются или имеют короткий срок службы, как это улучшить?
После каждых 50 000 отливок проверяйте направляющую стойку, выталкивающий штифт и другие изнашиваемые детали, а также очищайте поверхность пресс-формы от остатков пластика и ржавчины. Используйте высокотемпературную смазку для скользящих деталей (например, откидной крышки, ползунка), чтобы уменьшить потери на трение. Убедитесь, что водяной контур работает плавно, а разница температур составляет ≤5℃, чтобы избежать растрескивания пресс-формы из-за термических напряжений.
2. Почему стоимость вскрытия плесени выше?
Стоимость материалов для пресс-формы составляет около 30-40% (например, 1 тонна стали P20 стоит около 20 000 юаней), а затраты на обработку — более 50% (почасовая ставка оператора станка с ЧПУ составляет около 80-150 юаней/час). При мелкосерийном производстве можно использовать алюминиевые пресс-формы или упростить конструкцию; при выпуске более 100 000 изделий рекомендуется использовать твердосплавные вставки для увеличения срока службы!
3. На чём следует сосредоточить внимание при разработке критериев приёмки плесени?
Изделия, изготовленные методом литья под давлением, должны полностью соответствовать проектным требованиям (например, размерам, внешнему виду) и могут производиться непрерывно и стабильно. Маркировка пресс-формы, протоколы контроля (например, по твердости материала) и технические чертежи должны быть полными.
4. Какие ключевые факторы влияют на стоимость пресс-формы?
Стоимость пресс-формовой стали (например, S136H, NAK80 и другие импортные материалы стоят дороже) и тип зародыша пресс-формы (алюминиевая пресс-форма имеет низкую стоимость в краткосрочной перспективе, но короткий срок службы) напрямую влияют на цену. Использование технологий проектирования CAD/CAE/CAM, систем горячего литья и т. д. увеличит первоначальные инвестиции, но может повысить долгосрочные выгоды (например, уменьшить количество литников, увеличить производственную мощность).
Укажите тип пластика (например, ПП, АБС) и требования к последующей обработке (например, напыление, шелкография), а также предоставьте чертежи пластиковой детали в формате 2D или 3D. При этом укажите объем производства, требования к внешнему виду, стандарты допусков и т. д.
Как правило, наши инженеры начинают готовить смету сразу после того, как заказчик предоставит полные требования к производству. Обычно это занимает около 1-3 дней.
Срок выполнения для обычных литьевых форм обычно составляет 30-60 дней, и может быть больше для сложных форм. Например, типичный срок выполнения для жидких силиконовых форм составляет около 60 дней, включая проектирование, изготовление, тестирование формы и т. д.
Высокоточная технология обработки: для оптимизации процесса проектирования используется высокоточное оборудование, такое как обрабатывающие центры с ЧПУ (ЧПУ) и электроэрозионная обработка (ЭЭО) в сочетании с программным обеспечением САПР/КАМ. Контроль качества: проверка основных размеров формы с помощью координатно-измерительной машины (КИМ) и проверка нескольких партий образцов на этапе пробного формования. Выбор материала: Для продления срока службы гаек плашек используйте штампованную сталь с высокой износостойкостью (например, H13, S136) и обработкой поверхности (например, азотированием, хромированием).
После каждых 50 000 форм проверяйте направляющую стойку, выталкивающий штифт и другие изнашиваемые детали, а также очищайте поверхность формы от остатков пластика и ржавчины. Используйте высокотемпературную смазку для скользящих деталей (например, наклонной крышки, слайдера), чтобы уменьшить потери на трение. Убедитесь, что водяной контур гладкий, а разница температур составляет ≤5℃, чтобы избежать растрескивания формы из-за термического напряжения.
Стоимость материалов для пресс-формы составляет около 30-40% (например, цена 1 тонны стали P20 составляет около 20 000 юаней), затраты на обработку составляют более 50% (почасовая ставка труда на станках с ЧПУ составляет около 80-150 юаней/час). При мелкосерийном производстве можно выбрать алюминиевую пресс-форму или упростить конструкцию конструкции; для более чем 100 000 штук рекомендуется использовать твердосплавные вставки для увеличения срока службы!
Изделия для литья под давлением должны полностью соответствовать требованиям к конструкции (таким как размер, внешний вид) и могут быть непрерывными и стабильными в производстве. Маркировка пресс-формы, отчеты об инспекциях (такие как испытание твердости материала) и инженерные чертежи должны быть полными.
Сталь для пресс-форм (например, S136H, НАК80 и другие импортные материалы стоят дороже) и тип зародыша пресс-формы (пресс-форма из алюминия имеет низкую краткосрочную стоимость, но и короткий срок службы) напрямую влияют на стоимость; использование технологии проектирования САПР/КАЕ/КАМ, системы горячеканальных каналов и т. д. увеличит первоначальные инвестиции, но может повысить долгосрочные преимущества (например, уменьшение количества литников, увеличение производственной мощности).


