

Специфика литья под давлением автомобильных перчаточных ящиков
——
| Основа пресс-формы | ЛКМ, ХАСКО, ДМЭ или другие |
| Материал пресс-формы | P20, 718, 8407, Нак80, H13, S136, ДИН 1.2738, ВМЯТИНА |
| Стандарт | ХАСКО, ДМЭ, МИСУМИ, ПУНШ |
| Материал автомобильного перчаточного ящика | ПК/АБС, АБС, ПК, ПВХ, ПА66, ПОМ или по вашему требованию |
| Бегун | Холодный/горячий литник |
| Тип ворот Размер продукции | Боковые ворота, вспомогательные ворота, точечные ворота, краевые ворота и т. д. |
| Полость пресс-формы | Однополостные / Семейные формы / Многополостные |
| Размер перчаточного ящика автомобиля (дюймы) | 40*22*15 см |
| Процессы | Литье под давлением |
Описание литьевой формы для автомобильного перчаточного ящика
——
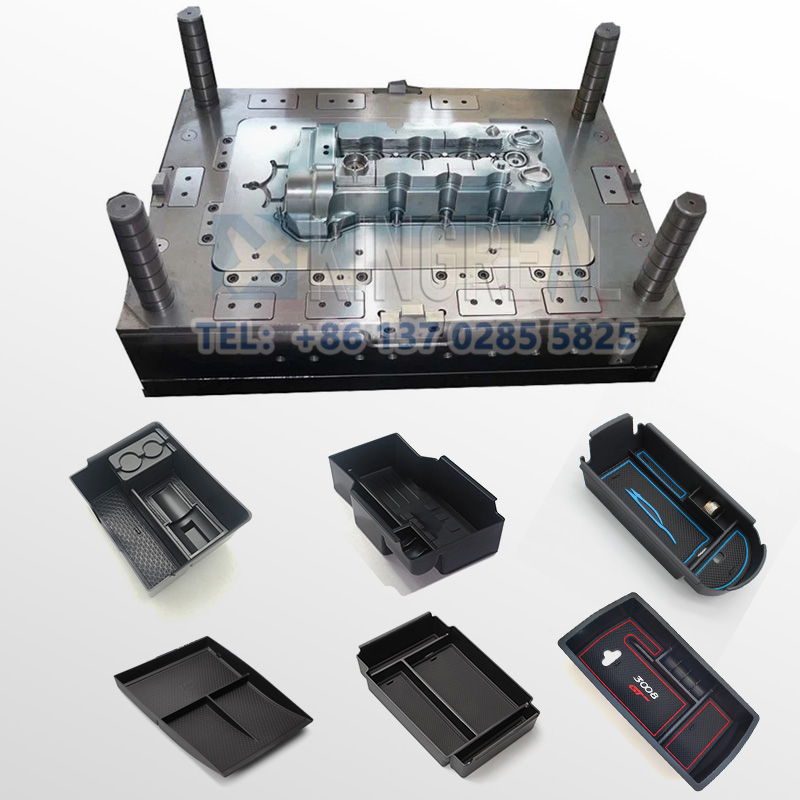
Автомобильная литьевая форма для перчаточных ящиков производит детали автомобильных перчаточных ящиков для хранения путем впрыскивания расплавленного пластика в полость формы и формования его в определенную форму после охлаждения, которая должна учитывать эстетику, долговечность и функциональность. Автомобильная литьевая форма для перчаточных ящиков является ключевым инструментом в производстве автомобильных интерьеров, а ее проектирование и изготовление напрямую влияют на качество, стоимость и эффективность производства автомобильных деталей и играют ключевую роль в оценке общей стоимости автомобильной промышленности.
Автомобильные пресс-формы для литья под давлением для перчаточного ящика и панели приборов, автомобильные внутренние дверные пресс-формы, автомобильные детали сидений, автомобильные крыши и т. д. являются наиболее популярными продуктами для литья под давлением для литья под давлением для автомобильных интерьеров. В соответствии с потребностями развития автомобильной промышленности, различные типы моделей автомобилей должны соответствовать различным типам пресс-форм для пакетного литья под давлением для производства пластиковых деталей для автомобильных интерьеров.

Компонент центральной пресс-формы для литья под давлением перчаточного ящика
——
1. Полость литьевой формы (полость и сердечник): основная часть, определяющая форму перчаточного бокса, обычно изготавливается из стали высокой твердости (например, P20, H13).
2. Литьевая форма для системы заливки автомобильных перчаток (литниковая и литниковая): контролирует поток пластика в полость, что напрямую влияет на качество формования.
3. Система охлаждения пресс-формы для литья под давлением автомобильного перчаточного ящика: встроенный водяной контур обеспечивает равномерное охлаждение, снижает деформацию и сокращает производственный цикл.
4. Система выталкивания пресс-формы для автомобильных перчаточных ящиков: используется для извлечения из формы во избежание повреждения деталей.
5. Центральная литьевая форма для перчаточного ящика. Слайдерная/наклонная верхняя конструкция: позволяет обрабатывать углубленные или сложные геометрические формы внутри перчаточного ящика.
Процесс изготовления литьевой формы для центрального перчаточного ящика
——

В соответствии с фактическими производственными требованиями заказчика, такими как функциональные требования к перчаточному ящику, сырьевые материалы, требования к обработке поверхности, объемы производства и т. д., 3D-модель автомобильного перчаточного ящика создается с использованием программного обеспечения САПР, чтобы гарантировать ее соответствие структуре всей приборной панели транспортного средства.
Далее нам необходимо спроектировать линию разъема литьевой формы центрального перчаточного ящика, чтобы обеспечить плавное извлечение из формы и отсутствие отслаивающихся краев, а также смоделировать поток пластика с помощью программного обеспечения (например, Молдфлоу), чтобы предсказать неравномерное заполнение, линию сплавления, следы усадки и другие проблемы.

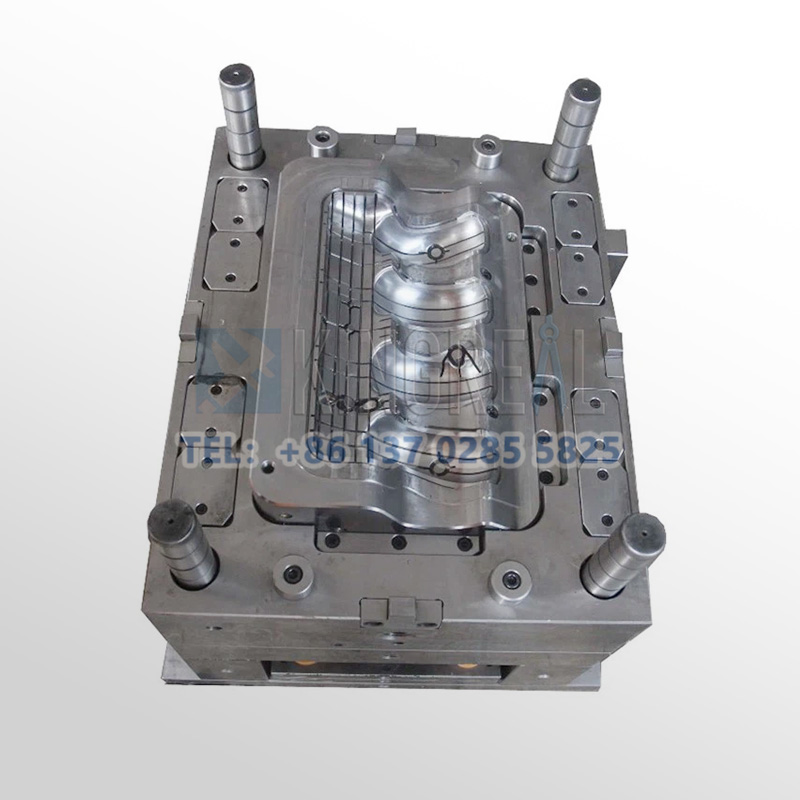
Полости (Полость) и сердечники (Основной) литьевой формы центрального перчаточного ящика обрабатываются с помощью 5-осевых станков с ЧПУ, а система заливки (основной канал потока, коллектор, затвор) и охлаждающий водовод обрабатываются для обеспечения равномерного заполнения и охлаждения. Затем электроэрозионная обработка используется для обработки сложных геометрий литьевых форм, которые трудно формовать с помощью ЧПУ (например, глубокие канавки, острые углы), коррозии стали электродным разрядом и обработки прецизионных вставок или небольших отверстий проволочной резкой.

Компания КРМОЛД располагает всемирно известными литьевыми машинами, которые используются для проведения испытаний качества при отладке пробных пресс-форм, производимых компанией КРМОЛД, а также для проверки размеров пробных пресс-форм для литья под давлением центральных перчаточных ящиков. Испытательные образцы пресс-форм для литья под давлением центральных перчаточных ящиков проверяются на размеры, внешний вид и функциональность, такую как плавность открытия и закрытия.
Распространенные процессы литья под давлением
——
Наше преимущество

Двухкамерная литьевая формаиспользуется для производства перчаточного ящика с композитными функциями, такими как износостойкий АБС на внешнем слое и мягкий ТПЭ на внутреннем слое демпфирующей структуры, или комбинирования различных цветов для достижения эстетических требований интерьера. Процесс литья под давлением из нескольких материалов может помочь деталям салона автомобиля сократить этапы сборки и улучшить функциональную интеграцию.

Декорирование в формевстраиваетПредварительно напечатанные пленки (например, текстура древесины, текстура углеродного волокна) в полость формы во время процесса литья под давлением, которая непосредственно формуется на поверхности перчаточного ящика, избегая этапов постобработки. Его можно использовать для улучшения износостойкости поверхности деталей салона автомобиля и декоративного эффекта в соответствии с потребностями роскошных моделей.

Инжекция с помощью газавпрыскивает газ под высоким давлением в процесс впрыска, чтобы протолкнуть расплавленный пластик и заполнить тонкостенную область, решая проблему недостаточного заполнения сложной конструкции перчаточного ящика (например, арматурных стержней). Газовый впрыск может помочь уменьшить отходы материалов и уменьшить внутреннее напряжение при производстве автомобильных пластиковых деталей.
Почему стоит выбрать нас?
——
1. Комплексное обслуживание полного цикла
Мы предоставляем полный спектр услуг: от интеграции требований, проектирования и изготовления пресс-форм до поставки и послепродажного обслуживания.
Техническая группа глубоко вовлечена в этап проектирования продукта клиента, оптимизируя структуру пресс-формы и проектируя чертежи пресс-формы с помощью программного обеспечения для анализа потока пресс-формы (например, Автодеск Молдфлоу, UGNX). Оснащена импортным ЧПУ, проволочно-резательным станком Шадик, зеркальным разрядным оборудованием и другим прецизионным обрабатывающим оборудованием для достижения точности ±0,02 мм;
У нас есть крупномасштабный интеллектуальный цех для поддержки вторичной обработки, такой как шелкография, сварка, распыление и т. д. Мы строго соблюдаем систему качества ISO13485 и IATF16949; при этом мы предоставляем бесплатную транспортировку, регулярное техническое обслуживание пресс-форм и гарантийное обслуживание сроком на один год.
2.Полная система контроля качества
Имеется цех по производству полной цепочки, использующий пятикоординатные обрабатывающие центры Макино, литьевые машины гаитянский и другое известное в стране и за рубежом оборудование, чтобы избежать задержек в исходящей обработке. С помощью координатно-измерительной машины ШМ, трехмерного контрольного прибора полная проверка ключевых размеров, внедрение управления качеством цикла ПДКА. Между тем, мы предоставляем полный отчет по проверке качества литьевых форм.
3. Точный контроль поставок для гарантии соблюдения графика проекта
Благодаря цифровому управлению, мониторингу хода производства с самого начала заказа, мониторингу данных по различным заказам и датам поставки, как только возникают факторы, которые могут задержаться, немедленно принимаются меры по ускорению графика производства, чтобы гарантировать, что заказчик в период поставки завершит изготовление пластиковых литьевых форм.
Укажите тип пластика (например, ПП, АБС) и требования к последующей обработке (например, напыление, шелкография), а также предоставьте чертежи пластиковой детали в формате 2D или 3D. При этом укажите объем производства, требования к внешнему виду, стандарты допусков и т. д.
Как правило, наши инженеры начинают готовить смету сразу после того, как заказчик предоставит полные требования к производству. Обычно это занимает около 1-3 дней.
Срок выполнения для обычных литьевых форм обычно составляет 30-60 дней, и может быть больше для сложных форм. Например, типичный срок выполнения для жидких силиконовых форм составляет около 60 дней, включая проектирование, изготовление, тестирование формы и т. д.
Высокоточная технология обработки: для оптимизации процесса проектирования используется высокоточное оборудование, такое как обрабатывающие центры с ЧПУ (ЧПУ) и электроэрозионная обработка (ЭЭО) в сочетании с программным обеспечением САПР/КАМ. Контроль качества: проверка основных размеров формы с помощью координатно-измерительной машины (КИМ) и проверка нескольких партий образцов на этапе пробного формования. Выбор материала: Для продления срока службы гаек плашек используйте штампованную сталь с высокой износостойкостью (например, H13, S136) и обработкой поверхности (например, азотированием, хромированием).
После каждых 50 000 форм проверяйте направляющую стойку, выталкивающий штифт и другие изнашиваемые детали, а также очищайте поверхность формы от остатков пластика и ржавчины. Используйте высокотемпературную смазку для скользящих деталей (например, наклонной крышки, слайдера), чтобы уменьшить потери на трение. Убедитесь, что водяной контур гладкий, а разница температур составляет ≤5℃, чтобы избежать растрескивания формы из-за термического напряжения.
Стоимость материалов для пресс-формы составляет около 30-40% (например, цена 1 тонны стали P20 составляет около 20 000 юаней), затраты на обработку составляют более 50% (почасовая ставка труда на станках с ЧПУ составляет около 80-150 юаней/час). При мелкосерийном производстве можно выбрать алюминиевую пресс-форму или упростить конструкцию конструкции; для более чем 100 000 штук рекомендуется использовать твердосплавные вставки для увеличения срока службы!
Изделия для литья под давлением должны полностью соответствовать требованиям к конструкции (таким как размер, внешний вид) и могут быть непрерывными и стабильными в производстве. Маркировка пресс-формы, отчеты об инспекциях (такие как испытание твердости материала) и инженерные чертежи должны быть полными.
Сталь для пресс-форм (например, S136H, НАК80 и другие импортные материалы стоят дороже) и тип зародыша пресс-формы (пресс-форма из алюминия имеет низкую краткосрочную стоимость, но и короткий срок службы) напрямую влияют на стоимость; использование технологии проектирования САПР/КАЕ/КАМ, системы горячеканальных каналов и т. д. увеличит первоначальные инвестиции, но может повысить долгосрочные преимущества (например, уменьшение количества литников, увеличение производственной мощности).


