

Описание пресс-формы для литья под давлением пластиковых боковых зеркал для автомобилей
——
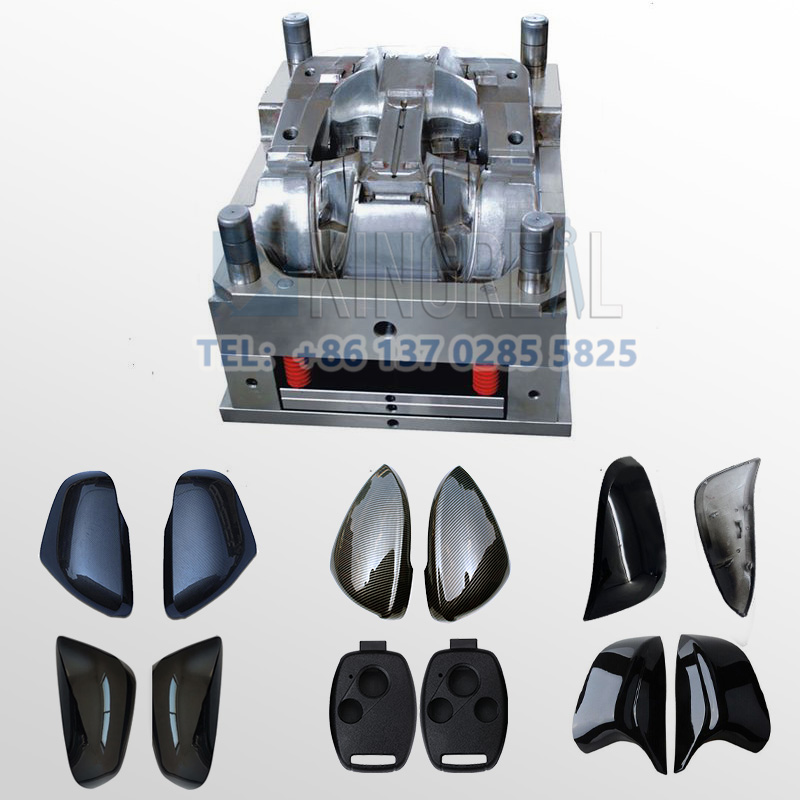
Компания KRMOLD предлагает широкий выбор высокоточных пресс-форм для литья под давлением пластиковых боковых зеркал для автомобилей, разработанных с учетом разнообразных потребностей клиентов и специально предназначенных для крупносерийного производства боковых зеркал. Эти пресс-формы для литья под давлением позволяют интегрировать множество функциональных компонентов, включая указатели поворота, камеры и нагревательные элементы, в дополнение к своим превосходным возможностям литья под давлением.
Пресс-формы для литья под давлением пластиковых боковых зеркал KRMOLD разработаны с учетом обтекаемых поверхностей и аэродинамики, что гарантирует соответствие процесса литья под давлением пластиковых накладок боковых зеркал современным стандартам автомобильного дизайна. Эти пресс-формы не только завершают основную формовку изделия, но и позволяют встраивать или предварительно резервировать места для крепления компонентов, включая элементы поворотников, системы отопления, камеры и указатели поворота, что обеспечивает интегрированный дизайн и производство. Кроме того, пресс-формы для литья под давлением пластиковых накладок боковых зеркал KRMOLD позволяют использовать различные варианты внешней отделки, включая гальваническое покрытие, текстуру кожи и глянцевую поверхность, гарантируя, что конечный результат будет представлять собой идеальный компромисс между функциональностью и красотой.

Технические параметры пресс-формы для литья под давлением пластиковых боковых зеркал для автомобилей
——
| Имя | Пластиковые накладки на боковые зеркала автомобиля, изготовленные методом литья под давлением. |
| Материалы для пресс-форм | Сталь 45#, 50#, 60#, P20. 718, 2083 и т. д. |
| Жизнь плесени | от 500 000 до 1 000 000 циклов |
| Анализ плесени | Детальный анализ пресс-формы (включая штифты, литники, основание пресс-формы, направляющие и т. д.) |
| Тип полости | Одногнездные, многогнездные (1*1, 1*2, 1*4, 1+1, 1+1+1 и т. д.) |
| Формовочный литник | Холодный бегун, горячий бегун |
| Прикладное программное обеспечение | Pro/E, UG, Auto-CAD, SolidWorks, CAM |
| Обработка поверхности | Нанесение логотипа, текстурирование, полировка, покраска, хромирование. |
| Материалы для продукции | Нейлон, стекловолокно, АБС, ПП, ПОМ, ПК, ПЭ, ТПУ/ТПР, ПВХ, ППС, ПНД и др. |
| Тип торговли переработкой | OEM и ODM |
| Основное технологическое оборудование | ЛКМ, ДМЭ, ХАСКО |
| Количество технологического оборудования | Более 30 термопластавтоматов |
| Машины для литья под давлением | 80-1600 тонн |
Процесс изготовления пресс-формы для литья под давлением пластиковых боковых зеркал для автомобилей.
——
В процессе литья под давлением расплав поступает в полость пресс-формы через горячее сопло литьевой машины. Затем расплав выдерживает давление, охлаждается и затвердевает, обеспечивая компоненту достаточную жесткость внутри полости пресс-формы. После этого направляющая литьевой машины приводит в движение подвижную плиту пресс-формы для литья пластиковых накладок боковых зеркал автомобиля, открывая пресс-форму по линии разъема.
После открытия пресс-формы на 100 мм, направляющая, приводимая в движение наклонными направляющими штифтами, отделяется от детали. Выталкиватель литьевой машины толкает прижимную плиту, выталкивая деталь. После извлечения детали роботом, пресс-форма для пластикового бокового зеркала автомобиля возвращается в исходное положение с помощью выталкивателя, возвратной пружины и рычага возврата. Затем направляющая литьевой машины закрывает подвижную плиту пресс-формы, позволяя начать следующий цикл литья под давлением.


Характеристики пресс-формы для литья под давлением пластиковых боковых зеркал для автомобилей
——
1. Высокоэффективные материалы для литья под давлением пластиковых боковых зеркал для автомобилей.
Для изготовления накладок на боковые зеркала заднего вида из пластика KRMOLD используются тщательно отобранные высокоэффективные пластиковые материалы, обеспечивающие превосходную устойчивость к царапинам и истиранию. Зеркало заднего вида не только красиво выглядит, но и эффективно противостоит износу и царапинам благодаря текстуре под карбон, гладким краям и изысканной обработке поверхности. Такая конструкция не только улучшает внешний вид зеркала, но и снижает затраты на его обслуживание, позволяя избежать высоких расходов на перекраску, связанных с неприглядным оригинальным зеркалом.
2. Высокоточная пластиковая пресс-форма для литья под давлением боковых зеркал автомобиля.
Накладка на боковое зеркало автомобиля должна идеально соответствовать цвету и линиям кузова, и пресс-форма для литья пластмассовых боковых зеркал KRMOL гарантирует это. Конструкция пресс-формы для литья пластмассовых боковых зеркал также гарантирует безупречное складывание зеркала, сохраняя тем самым функциональность оригинального зеркала автомобиля. Благодаря широкому выбору стилей, отвечающих различным требованиям клиентов, этот продукт сочетает в себе функциональность и эстетику.
3. Прочное пластиковое боковое зеркало для автомобиля, изготовленное методом литья под давлением.
Пресс-формы для литья под давлением пластиковых накладок на боковые зеркала автомобиля KRMOLD имеют срок службы от 20 000 до 30 000 циклов. Изготовленные из высококачественных материалов с использованием передовых технологий, они гарантируют долговечность. Такая высокая прочность повышает эффективность производства и снижает частоту смены пресс-форм.


Услуги по литью под давлением пластиковых боковых зеркал для автомобилей
——
Компания KRMOLD не только предоставляет высококачественные услуги по проектированию и изготовлению пресс-форм для литья под давлением пластиковых накладок на боковые зеркала автомобилей, но и учитывает следующие аспекты, чтобы обеспечить полное удовлетворение потребностей клиентов:
1. Конструкция пресс-формы для литья под давлением пластиковых боковых зеркал для автомобилей.
Используя 3D-моделирование и чертежи САПР, команда дизайнеров проводит детальное проектирование, основываясь на размерах зеркала заднего вида, свойствах материала (например, ABS или ASA) и функциональных требованиях. Это обеспечивает правильное направление извлечения из формы и минимизирует влияние структуры «перевернутого чипа» на литьевую форму пластиковой крышки бокового зеркала автомобиля.
2. Изготовление пресс-форм для литья под давлением пластиковых боковых зеркал для автомобилей.
В процессе изготовления пластиковых накладок на боковые зеркала заднего вида автомобиля методом литья под давлением обычно используются стали NAK800 (высокоизносостойкая) и 2344 (предварительно закаленная). Для увеличения срока службы пресс-формы необходимо различать твердость подвижной и неподвижной частей. Для точной обработки сложных конструкций и обеспечения точности каждой зоны сопряжения используются такие процессы, как обработка на станках с ЧПУ, электроэрозионная обработка и проволочная резка.
3. Испытание и калибровка пресс-форм для литья под давлением пластиковых боковых зеркал автомобиля.
Испытания литьевых форм для пластиковых накладок боковых зеркал автомобиля проверяют точность размеров пресс-формы и соответствие стержня извлекающему устройству. Для проверки ключевых компонентов используются координатно-измерительные машины (КИМ). Для устранения потенциальных проблем, таких как деформация и следы сварки, оперативно вносятся корректировки в компоновку системы охлаждения или оптимизируются параметры давления выдержки, чтобы обеспечить конечное качество литьевых форм для пластиковых боковых зеркал автомобиля.
4. Пластиковые накладки на боковые зеркала автомобиля, изготовленные методом литья под давлением, с доставкой.
Каждая форма перед отправкой упаковывается в деревянные ящики, пригодные для морской перевозки, чтобы предотвратить повреждения во время транспортировки. Процесс упаковки выглядит следующим образом:
Смажьте форму для литья пластиковых боковых зеркал автомобиля;
Оберните пресс-форму для литья пластиковых боковых зеркал автомобиля в полиэтиленовую пленку;
Поместите пресс-форму для отливки пластиковых накладок на боковые зеркала автомобиля в ящик.
Формы обычно доставляются морем, но для срочных нужд возможна и авиадоставка.
Особенности конструкции пластикового бокового зеркала заднего вида для автомобиля, изготовленного методом литья под давлением.
——
1. Гладкая поверхность пластиковой накладки на боковое зеркало заднего вида автомобиля, полученной методом литья под давлением.
Гладкая поверхность имеет решающее значение для автомобильных деталей. Между всеми собранными компонентами недопустимы зазоры, поэтому при проектировании пресс-формы для литья под давлением пластиковых боковых зеркал автомобиля необходимо строго контролировать усадку.
2. Точная обработка направляющих для литья под давлением пластиковых боковых зеркал автомобиля.
Ползунки следует изготавливать с использованием автоматизированных станков для обеспечения точных размеров. Движение ползунка должно быть стабильным, чтобы избежать заусенцев или царапин.
3. Контроль угла выброса при литье под давлением пластиковых накладок боковых зеркал автомобиля.
Для предотвращения царапин на поверхности угол выталкивания следует устанавливать более 5 градусов, чтобы пресс-форма для литья пластиковых накладок на боковые зеркала автомобиля не повредила готовое изделие во время работы.
4. Конструкция литниковой системы для литья под давлением пластиковых боковых зеркал автомобиля.
Конструкция литниковой системы литья под давлением существенно влияет на текучесть пластмассового материала, а также на цикл формования и расход материала. Грамотная конструкция литниковой системы может эффективно повысить эффективность производства.

Укажите тип пластика (например, ПП, АБС) и требования к последующей обработке (например, напыление, шелкография), а также предоставьте чертежи пластиковой детали в формате 2D или 3D. При этом укажите объем производства, требования к внешнему виду, стандарты допусков и т. д.
Как правило, наши инженеры начинают готовить смету сразу после того, как заказчик предоставит полные требования к производству. Обычно это занимает около 1-3 дней.
Срок выполнения для обычных литьевых форм обычно составляет 30-60 дней, и может быть больше для сложных форм. Например, типичный срок выполнения для жидких силиконовых форм составляет около 60 дней, включая проектирование, изготовление, тестирование формы и т. д.
Высокоточная технология обработки: для оптимизации процесса проектирования используется высокоточное оборудование, такое как обрабатывающие центры с ЧПУ (ЧПУ) и электроэрозионная обработка (ЭЭО) в сочетании с программным обеспечением САПР/КАМ. Контроль качества: проверка основных размеров формы с помощью координатно-измерительной машины (КИМ) и проверка нескольких партий образцов на этапе пробного формования. Выбор материала: Для продления срока службы гаек плашек используйте штампованную сталь с высокой износостойкостью (например, H13, S136) и обработкой поверхности (например, азотированием, хромированием).
После каждых 50 000 форм проверяйте направляющую стойку, выталкивающий штифт и другие изнашиваемые детали, а также очищайте поверхность формы от остатков пластика и ржавчины. Используйте высокотемпературную смазку для скользящих деталей (например, наклонной крышки, слайдера), чтобы уменьшить потери на трение. Убедитесь, что водяной контур гладкий, а разница температур составляет ≤5℃, чтобы избежать растрескивания формы из-за термического напряжения.
Стоимость материалов для пресс-формы составляет около 30-40% (например, цена 1 тонны стали P20 составляет около 20 000 юаней), затраты на обработку составляют более 50% (почасовая ставка труда на станках с ЧПУ составляет около 80-150 юаней/час). При мелкосерийном производстве можно выбрать алюминиевую пресс-форму или упростить конструкцию конструкции; для более чем 100 000 штук рекомендуется использовать твердосплавные вставки для увеличения срока службы!
Изделия для литья под давлением должны полностью соответствовать требованиям к конструкции (таким как размер, внешний вид) и могут быть непрерывными и стабильными в производстве. Маркировка пресс-формы, отчеты об инспекциях (такие как испытание твердости материала) и инженерные чертежи должны быть полными.
Сталь для пресс-форм (например, S136H, НАК80 и другие импортные материалы стоят дороже) и тип зародыша пресс-формы (пресс-форма из алюминия имеет низкую краткосрочную стоимость, но и короткий срок службы) напрямую влияют на стоимость; использование технологии проектирования САПР/КАЕ/КАМ, системы горячеканальных каналов и т. д. увеличит первоначальные инвестиции, но может повысить долгосрочные преимущества (например, уменьшение количества литников, увеличение производственной мощности).


