
Описание пресс-формы для литья под давлением автомобильных дверных ручек
——
Компания KRMOLD может изготавливать на заказ пресс-формы для литья автомобильных дверных ручек в соответствии с конкретными производственными потребностями заказчика, а также производить дверные ручки как для передних, так и для задних дверей, адаптированные к модели и размерам автомобиля, а также с учетом особенностей внешней отделки дверной панели (с сеткой для динамика или без нее).
Автомобильные дверные панели обычно имеют глянцевую и кожаную поверхность, что требует отсутствия дефектов, таких как пятна и следы сварки. Это предъявляет высокие требования к сложным изогнутым поверхностям, необходимым для литья под давлением. Дверные панели часто имеют множество подрезов с внутренней и внешней стороны, что требует извлечения дверной ручки из формы с помощью сердечника со стороны пресс-формы.
В пресс-формах для литья автомобильных дверных ручек KRMOLD используется последовательная система горячего литья с игольчатым клапаном и традиционная подача материала через литниковые каналы, например, с четырьмя или десятью горячими соплами, что позволяет избежать следов сварки и оптимизировать давление заполнения. Для пресс-форм для литья автомобильных дверных ручек предпочтительны секторные или банановидные литники, а длина литниковых каналов обычно контролируется в диапазоне от 60 до 100 мм для минимизации потерь давления. Дверные ручки, изготовленные с использованием пресс-форм для литья автомобильных дверных ручек KRMOLD, являются важнейшими автомобильными компонентами, требующими высококачественного внешнего вида без дефектов, таких как отслаивание, усадка, следы от воды, царапины или отсутствие клея. Пресс-формы для литья автомобильных дверных ручек KRMOLD обеспечивают высокую скорость производства и высокую точность литья.

Параметры пресс-формы для литья под давлением дверных ручек автомобилей
——
| Режим формирования | Пресс-форма для литья автомобильных дверных ручек |
| Материал изделия | Пластик |
| Пластиковый материал | ПП, ПК, ПС, ПАГ, ПОМ, ПЭ, ПУ, ПВХ, АБС, ПММА и т. д. |
| Приложение | Автозапчасти, детали машин, бытовые запчасти, детали кухонных плит, детали мебели и т. д. |
| Бегун | холодный бегун/горячий бегун |
| Материал для пресс-формы | NAK80, S136, 2316, 2738, H13, 5CrNiMo, 718H, P20, 40Cr, 60#, 45# и т. д. |
| Литниковая решетка | YUDO runner, Hot runner, Cold runner, Pin-point gate, Submarine gate и т. д. |
| Обработка поверхности | Матовый/Гладкий/Полированный |
Особенности пресс-формы для литья под давлением автомобильных дверных ручек
——
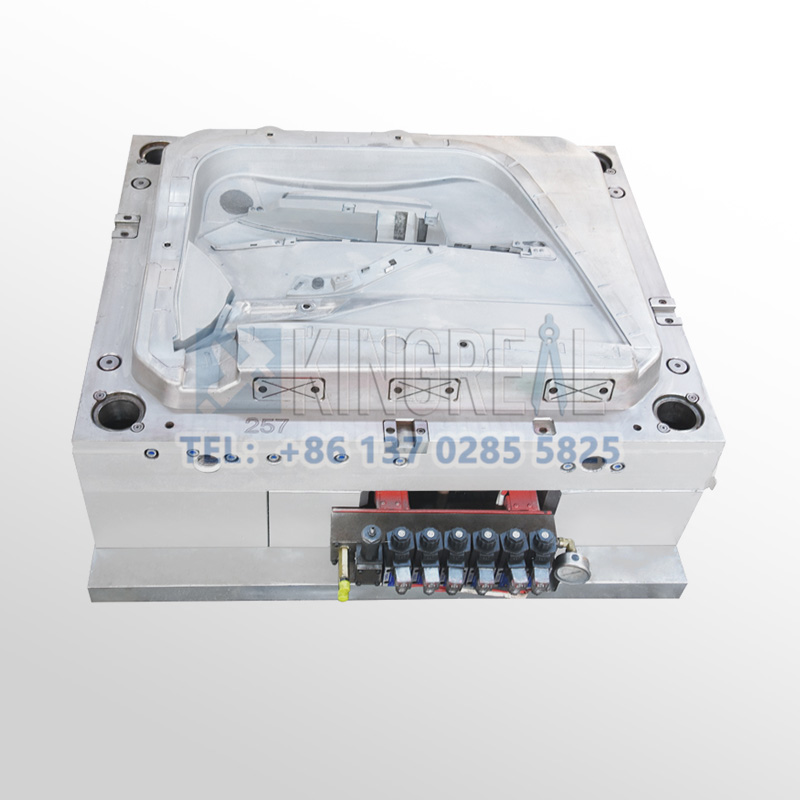
1) Интегрированная конструкция пресс-формы с неподвижным и подвижным элементом для литья под давлением автомобильных дверных ручек.
Эта пресс-форма для автомобильных дверных ручек использует интегрированную конструкцию с неподвижным и подвижным элементом. Основные компоненты изготовлены преимущественно из стали P20/2738. Пластины AB пресс-формы для автомобильных дверных ручек имеют четырехстороннюю загибку, обеспечивающую жесткость и компактность формы. Ключевые конструктивные элементы включают подъемный блок, толкающий блок и конструкцию сетчатых отверстий. Подъемный блок требует особого внимания для предотвращения прилипания деталей или царапин на поверхности, особенно в местах с плотной сеткой, таких как решетки динамиков.
2) Метод подачи материала через горячую канальную систему для литьевой формы автомобильной дверной ручки
В этой пресс-форме для литья автомобильных дверных ручек используется 10-точечная система горячеканальных каналов с последовательным расположением клапанов в сочетании с холодными каналами и банановидными литниками. Материалы PP/EPDM (полипропилен/этиленпропилендиеновый мономер) обладают высокой текучестью, что позволяет создавать гибкие конструкции литниковых каналов. Для минимизации потерь давления и обеспечения качества поверхности длина холодного канала ограничена ≤60 мм (предпочтительно) или ≤100 мм (максимально). Такая конфигурация эффективно исключает наличие сварных швов на внешней поверхности (сторона А).
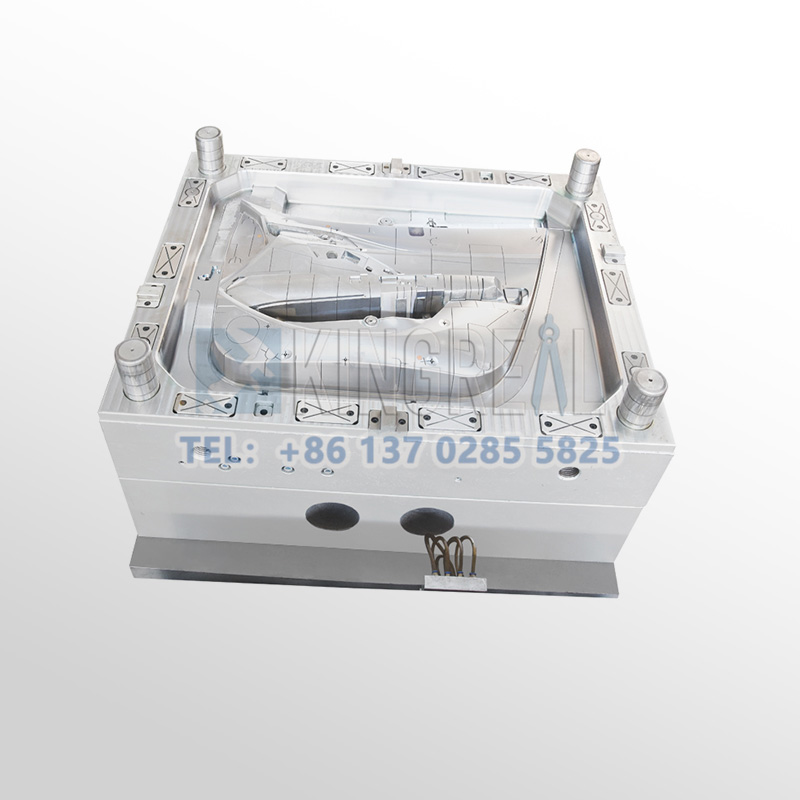
3) Конструкция системы контроля температуры для литьевой формы дверной ручки автомобиля.
Являясь важнейшим компонентом автомобильного интерьера, нижняя часть дверной ручки требует чрезвычайно высокого качества внешнего вида. Поэтому качество конструкции системы контроля температуры оказывает существенное влияние на эффективность литья под давлением и качество продукции.
Материал для литья под давлением автомобильных дверных ручек
——
-АБС-пластик: АБС-пластик, используемый для изготовления внутренних дверных ручек, выпускается в двух вариантах: универсального и термостойкого назначения. АБС-пластик общего назначения обладает хорошими свойствами для гальванического покрытия, в то время как термостойкий АБС-пластик обычно имеет температуру деформации при нагреве от 90 до 105℃ и отличается хорошей жесткостью, прочностью и текучестью.
-ПК: Поликарбонат (ПК) — это конструкционный пластик с превосходными механическими свойствами. Однако его ограниченные возможности в области гальванического покрытия ограничивают его применение.
-PC/ABS: Поликарбонат/АБС-пластик — самый быстрорастущий и широко используемый материал для дверных ручек межкомнатных дверей. Это сплав поликарбоната и АБС-пластика, сочетающий в себе высокую прочность поликарбоната с простотой гальванического покрытия АБС-пластика. Существует два основных типа: гальванически покрытый и окрашенный. По сравнению с окрашенным поликарбонатом/АБС, гальванически покрытый поликарбонат/АБС имеет более металлический вид и выглядит более премиально.
-PC/PBT: PC/PBT представляет собой смесь PC и PBT, сохраняющую химическую стойкость и формуемость кристаллического PBT, но при этом обладающую прочностью и размерной стабильностью аморфного PC.
-ПА: В таких странах, как Германия, где к прочности на разрыв предъявляются высокие требования, полиамид с гальваническим покрытием широко используется в немецких автомобилях. Полиамид для внутренних дверных ручек обычно делится на два типа: окрашенный полиамид и полиамид с гальваническим покрытием. Полиамид с гальваническим покрытием обычно состоит из полиамида + 20% минералов.

Какие типы дверных ручек может производить KRMOLD с помощью пресс-форм для литья под давлением автомобильных дверных ручек?
——
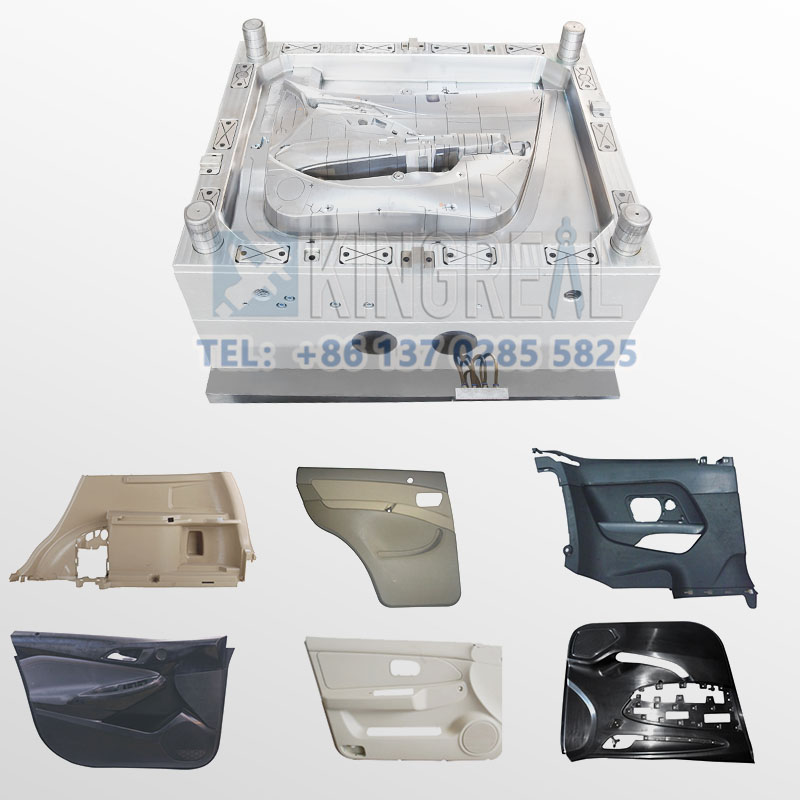
Пресс-формы для литья под давлением автомобильных дверных ручек KRMOLD позволяют производить различные типы дверных ручек. Ниже перечислены распространенные типы дверных ручек. Если у вас есть особые производственные требования, предоставьте KRMOLD свои чертежи, и наши инженеры разработают индивидуальное решение по пресс-формам для литья под давлением автомобильных дверных ручек, исходя из ваших конкретных потребностей:
-Кнопочные дверные ручки,
-Управление дверными ручками,
-Ручки откидных дверей,
-Нажимные дверные ручки,
-Поднимите дверные ручки.
-Выдвижные дверные ручки,
-Сенсорные дверные ручки

Подробная информация о стали для пресс-форм
——
| Материал для пресс-формы | Твердость формы | Жизнь плесени |
| П20 | HRC 29-33 | 300000 выстрелов |
| H13 | HRC >43 | 1000000 выстрелов |
| 718 | HRC 30-36 | 500000 выстрелов |
| С136 | HRC 48-52 | 50000 выстрелов |
| 2344 | HRC >48 | 800000 выстрелов |
Детали конструкции пресс-формы для литья под давлением дверной ручки автомобиля
——
При проектировании пресс-формы для литья под давлением автомобильных дверных ручек инженерам KRMOLD необходимо учитывать несколько важных деталей, чтобы обеспечить эффективность и долговечность пресс-формы. Ниже представлен подробный анализ ключевых факторов:
1. Выбор материала для литьевой формы автомобильной дверной ручки.
Основным материалом для дверных ручек является PC/ABS, который обладает превосходными свойствами гальванического покрытия и умеренным коэффициентом усадки (приблизительно 1,005). Высокое содержание PC повышает механическую прочность ручки, но также требует более высокой температуры формования.
2. Конструкция пресс-формы для литья под давлением дверных ручек автомобилей
На начальном этапе проектирования пресс-формы для литья под давлением автомобильных дверных ручек инженеры KRMOLD выполняют следующие шаги:
Анализ формы: Детальный анализ формы ручки наружного дверного замка гарантирует, что конструкция пресс-формы для литья под давлением дверной ручки автомобиля точно отражает сложную структуру ручки.
Анализ целесообразности: Оценить целесообразность конструкции пресс-формы для литья под давлением автомобильных дверных ручек, чтобы убедиться в ее соответствии техническим и экономическим требованиям в процессе производства.
3. Объём производства и срок службы пресс-формы для литья автомобильных дверных ручек.
Исходя из требований заказчика к объему производства и ожидаемого срока службы пресс-формы для литья автомобильных дверных ручек, инженеры KRMOLD выполняют следующие действия:
Выбор материала: Определите подходящую сталь, например, P20 или H13, для обеспечения прочности и износостойкости пресс-формы для автомобильных дверных ручек, изготовленной методом литья под давлением.
Конструкция пресс-формы с четырьмя полостями: Учитывая, что каждая машина обычно имеет четыре ручки, для повышения эффективности производства может использоваться многогнездная конструкция, например, четырехгнездная пресс-форма.
Система горячего литья: Решение об использовании системы горячего литья принимается с учетом характеристик продукта и производственных требований для сокращения времени цикла формования и уменьшения отходов материала.
4. Проектирование системы охлаждения
Из-за высокой температуры формования материалов PC/ABS разработка эффективной системы охлаждения имеет решающее значение. Система охлаждения должна включать в себя:
Линии охлаждения: Линии охлаждения внутри стационарных и подвижных форм должны быть спроектированы и проложены таким образом, чтобы обеспечить равномерное охлаждение.
Компоненты: К ним относятся заглушки, фитинги, уплотнения, прокладки и т. д., обеспечивающие герметичность системы.
5. Конструкция каркаса пресс-формы
Конструкция рамки автомобильной дверной ручки, изготовленной методом литья под давлением, имеет не меньшее значение и обычно состоит из следующих компонентов:
Фиксированные и подвижные формовочные плиты: обеспечивают стабильность и точность литьевых форм для автомобильных дверных ручек.
Проставки и монтажные пластины для толкателей: обеспечивают поддержку и фиксацию компонентов автомобильных дверных ручек, изготовленных методом литья под давлением.
Направляющие втулки и направляющие штифты: обеспечивают точное выравнивание при открытии и закрытии автомобильных дверных ручек, изготовленных методом литья под давлением.

Укажите тип пластика (например, ПП, АБС) и требования к последующей обработке (например, напыление, шелкография), а также предоставьте чертежи пластиковой детали в формате 2D или 3D. При этом укажите объем производства, требования к внешнему виду, стандарты допусков и т. д.
Как правило, наши инженеры начинают готовить смету сразу после того, как заказчик предоставит полные требования к производству. Обычно это занимает около 1-3 дней.
Срок выполнения для обычных литьевых форм обычно составляет 30-60 дней, и может быть больше для сложных форм. Например, типичный срок выполнения для жидких силиконовых форм составляет около 60 дней, включая проектирование, изготовление, тестирование формы и т. д.
Высокоточная технология обработки: для оптимизации процесса проектирования используется высокоточное оборудование, такое как обрабатывающие центры с ЧПУ (ЧПУ) и электроэрозионная обработка (ЭЭО) в сочетании с программным обеспечением САПР/КАМ. Контроль качества: проверка основных размеров формы с помощью координатно-измерительной машины (КИМ) и проверка нескольких партий образцов на этапе пробного формования. Выбор материала: Для продления срока службы гаек плашек используйте штампованную сталь с высокой износостойкостью (например, H13, S136) и обработкой поверхности (например, азотированием, хромированием).
После каждых 50 000 форм проверяйте направляющую стойку, выталкивающий штифт и другие изнашиваемые детали, а также очищайте поверхность формы от остатков пластика и ржавчины. Используйте высокотемпературную смазку для скользящих деталей (например, наклонной крышки, слайдера), чтобы уменьшить потери на трение. Убедитесь, что водяной контур гладкий, а разница температур составляет ≤5℃, чтобы избежать растрескивания формы из-за термического напряжения.
Стоимость материалов для пресс-формы составляет около 30-40% (например, цена 1 тонны стали P20 составляет около 20 000 юаней), затраты на обработку составляют более 50% (почасовая ставка труда на станках с ЧПУ составляет около 80-150 юаней/час). При мелкосерийном производстве можно выбрать алюминиевую пресс-форму или упростить конструкцию конструкции; для более чем 100 000 штук рекомендуется использовать твердосплавные вставки для увеличения срока службы!
Изделия для литья под давлением должны полностью соответствовать требованиям к конструкции (таким как размер, внешний вид) и могут быть непрерывными и стабильными в производстве. Маркировка пресс-формы, отчеты об инспекциях (такие как испытание твердости материала) и инженерные чертежи должны быть полными.
Сталь для пресс-форм (например, S136H, НАК80 и другие импортные материалы стоят дороже) и тип зародыша пресс-формы (пресс-форма из алюминия имеет низкую краткосрочную стоимость, но и короткий срок службы) напрямую влияют на стоимость; использование технологии проектирования САПР/КАЕ/КАМ, системы горячеканальных каналов и т. д. увеличит первоначальные инвестиции, но может повысить долгосрочные преимущества (например, уменьшение количества литников, увеличение производственной мощности).


