

Технические характеристики пресс-формы для литья автомобильных бамперов
——
| Основа формы | ЛКМ, ХАСКО, ДМЕ |
| Материал для пресс-формы | P20,S136,718 и т. д. |
| Материалы для изделий | ПК, ПП, АБС, ППС, ПЭ и т. д. |
| Твердость стали | HRC28 - HRC60 |
| Обработка стали | Закалка / Азотирование / Нагрев и т.д. |
| Формовочный литник | Горячий/холодный бегун |
| Программное обеспечение для пресс-форм | CAD.CAM.PROE.UG и т.д. |
| Жизнь плесени | 50 000 раз |
| Размер продукции типа «Ворота» | Боковые ворота, дополнительные ворота, точечные ворота, ворота у края участка и т. д. |
| Полость плесени | Однокамерная / Многокамерная конструкция |
Описание пресс-формы для литья пластмассовых бамперов
——
Передний бампер автомобиля — одна из важнейших элементов его внешнего вида. Для обеспечения достаточной прочности и жесткости, а также для достижения необходимой легкости, его изготавливают из пластика методом литья под давлением. Компания KRMOLD, как профессиональный производитель пресс-форм для литья под давлением, предоставляет услуги по проектированию, изготовлению и тестированию пресс-форм в соответствии с производственными потребностями заказчика, включая полный цикл работ, включая модификацию и доработку. Это помогает клиентам автомобильной промышленности в разработке решений для литья под давлением автомобильных бамперов, а также в оптимизации системы охлаждения, что приводит к значительным прорывам. KRMOLD, как профессиональный производитель пресс-форм для литья под давлением, способен проектировать и изготавливать пресс-формы в соответствии с производственными требованиями заказчика, включая помощь клиентам автомобильной промышленности в разработке решений для литья под давлением автомобильных бамперов, а также в достижении значительных успехов в проектировании конструкции пресс-формы и оптимизации системы охлаждения.
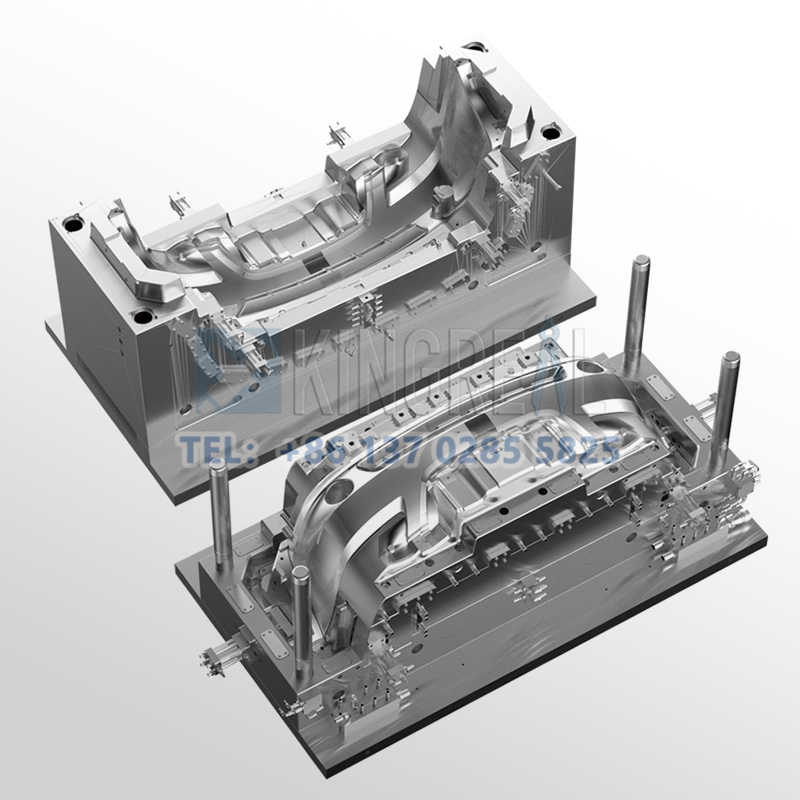
Пресс-форма для литья под давлением автомобильных бамперов — это специальный инструмент, предназначенный для массового производства автомобильных бамперов. В результате процесса литья расплавленный при высокой температуре пластик впрыскивается в полость пресс-формы, происходит охлаждение и формование, что позволяет получить детали бампера в соответствии с требованиями конструкции. В качестве сырья для пресс-форм KRMOLD для литья под давлением пластиковых бамперов обычно используется предварительно закаленная сталь (например, 1.2738, P20), нержавеющая сталь (S136) с твердостью HRC 30-50, что обеспечивает не слишком высокую твердость. Твердость HRC 30-50 гарантирует износостойкость и длительный срок службы, а также позволяет адаптировать процесс литья под давлением к различным видам сырья для автомобильных бамперов, таким как полипропиленовые материалы, термопластичные полиолефины и материалы, армированные стекловолокном.

Конструктивные особенности пресс-формы автомобильного бампера
——
★Характеристики пластиковых деталей, изготовленных методом литья под давлением для автомобильных бамперов:
1. Сложная форма, большие размеры, относительно небольшая толщина стенок, относится к крупным тонкостенным формованным деталям.
2. В деталях много отверстий и усиливающих стержней, а сопротивление текучести расплава при литье под давлением велико.
3. На внутренней стороне формованной детали расположены три перевернутые застежки, из которых очень сложно извлечь сердечник сбоку.
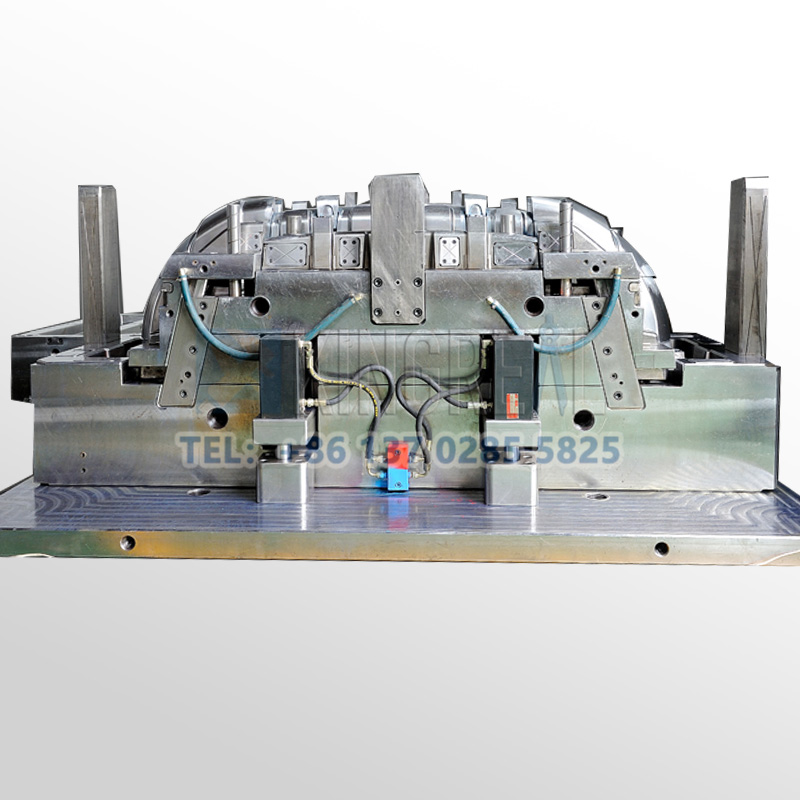
В соответствии с фактическими характеристиками пресс-форм для автомобильных бамперов, компания KRMOLD использует передовую технологию внутренней поверхности разъема при проектировании и производстве пресс-форм для литья пластмассовых бамперов, а также разрабатывает вентиляционные и воздухоотводящие канавки, адаптированные к большому количеству сквозных отверстий в пресс-форме для автомобильных бамперов, некоторые из которых также имеют большую площадь. Система заливки пресс-формы для автомобильного бампера использует интегрированную систему горячеканального трубопровода, которая контролирует открытие и закрытие восьми горячих сопел посредством привода верхнего цилиндра, что обеспечивает идеальный результат — отсутствие следов плавления на поверхности формованных деталей.
★Общий эффект дизайна, достигаемый с помощью пресс-формы для автомобильного бампера:
1. В пресс-форме для автомобильных бамперов используется технология внутренней разъемности, что обеспечивает привлекательный внешний вид формованных деталей.
2. В пресс-форме для литья автомобильных бамперов используется конструкция вторичного вытягивания сердечника «составной наклонной верхней части», которая решает проблему бокового вытягивания сердечника в сложных деталях литья.
3. В пресс-форме для автомобильных бамперов используется восьмиточечная система литья с игольчатым клапаном и горячим каналом, что решает проблему заполнения расплавом крупных тонкостенных формованных деталей.
4. В автомобильной пресс-форме для бамперов в качестве источника энергии для системы извлечения из формы используется гидравлическое давление, что решает проблему большого усилия извлечения из формы и сложности возврата выталкиваемых деталей.


Процесс производства пресс-форм для автомобильных бамперов
——

Процесс литья под давлением с газовой поддержкой (GAIM)
В пресс-форме для автомобильного бампера используется технология литья под давлением с газовой поддержкой (GAIM), которая позволяет впрыскивать фиксированное количество расплавленного пластика (например, ПП, АБС и т. д.) в полость пресс-формы, при этом объем заполнения контролируется на уровне 75–99,9%, а часть пространства остается для проникновения газа. Усадка объема в толстостенной области компенсируется газовым давлением, что решает проблему усадочных следов на поверхности бампера. Полая конструкция пресс-формы для автомобильного бампера уменьшает количество используемого материала (экономия 8–15%) и повышает жесткость и сопротивление деформации армирующих элементов.

Процесс литья под давлением MuCell
В пресс-форме для автомобильных бамперов используется технология MuCell, при которой в расплав впрыскивается сверхкритический азот (N₂) или диоксид углерода (CO₂) для образования однофазной жидкой смеси. После впрыскивания расплава в пресс-форму перепад давления инициирует диффузию газа в зародыши, образуя однородную закрытоячеистую структуру диаметром 1-100 мкм. Внутренняя часть бампера имеет «сэндвич-структуру» (плотная оболочка + пенопластовый сердечник), и пресс-форма для автомобильных бамперов способна реализовать ячеистую структуру с помощью технологии MuCell, что значительно снижает вес бампера при сохранении его механических свойств (например, ударопрочности).
Почему стоит выбрать именно нас?
——
1. Комплексное обслуживание на всех этапах процесса.
Мы предоставляем полный спектр услуг, начиная от интеграции требований, проектирования и изготовления пресс-форм до доставки и послепродажного обслуживания.
Техническая команда активно участвует в этапе проектирования продукции заказчика, оптимизируя структуру пресс-формы и разрабатывая чертежи пресс-формы с помощью программного обеспечения для анализа потока расплава (например, Autodesk Moldflow, UGNX). Оснащенная импортными станками с ЧПУ, проволочно-резательным станком Shadick, оборудованием для зеркальной обработки и другим прецизионным обрабатывающим оборудованием, команда обеспечивает точность ±0,02 мм;
У нас имеется крупный интеллектуальный цех для проведения вторичной обработки, такой как шелкография, сварка, покраска и т.д. Мы строго соблюдаем систему качества ISO13485 и IATF16949; при этом мы предоставляем бесплатную доставку, регулярное техническое обслуживание пресс-форм и гарантийное обслуживание сроком на один год.
2. Предоставление пресс-форм для литья под давлением в рамках заводских испытаний и услуг по модификации пресс-форм.
Производственный цех оснащен термопластавтоматами известных отечественных и зарубежных брендов, таких как Nissei и Toshiba (Япония) и др. Мы предоставляем клиентам услуги по заводским испытаниям пресс-форм для обеспечения качества и точности пресс-форм. После испытаний пресс-форм мы предоставляем отчет о проверке и помогаем клиентам корректировать параметры литья под давлением.
3. Богатый опыт в реализации проектов.
Компания обслуживает более 20 отраслей, таких как медицина, автомобилестроение, электроника 3C и др. Среди примеров применения – пресс-формы для прецизионных медицинских изделий, автомобильные разъемы и другие сложные детали. Среди сотрудничающих брендов – Ford, Mercedes-Benz, BMW, Audi и Great Wall Motor.
Команда инженеров с более чем 10-летним опытом работы предлагает решения по оптимизации структуры продукта и контролю затрат.
Укажите тип пластика (например, ПП, АБС) и требования к последующей обработке (например, напыление, шелкография), а также предоставьте чертежи пластиковой детали в формате 2D или 3D. При этом укажите объем производства, требования к внешнему виду, стандарты допусков и т. д.
Как правило, наши инженеры начинают готовить смету сразу после того, как заказчик предоставит полные требования к производству. Обычно это занимает около 1-3 дней.
Срок выполнения для обычных литьевых форм обычно составляет 30-60 дней, и может быть больше для сложных форм. Например, типичный срок выполнения для жидких силиконовых форм составляет около 60 дней, включая проектирование, изготовление, тестирование формы и т. д.
Высокоточная технология обработки: для оптимизации процесса проектирования используется высокоточное оборудование, такое как обрабатывающие центры с ЧПУ (ЧПУ) и электроэрозионная обработка (ЭЭО) в сочетании с программным обеспечением САПР/КАМ. Контроль качества: проверка основных размеров формы с помощью координатно-измерительной машины (КИМ) и проверка нескольких партий образцов на этапе пробного формования. Выбор материала: Для продления срока службы гаек плашек используйте штампованную сталь с высокой износостойкостью (например, H13, S136) и обработкой поверхности (например, азотированием, хромированием).
После каждых 50 000 форм проверяйте направляющую стойку, выталкивающий штифт и другие изнашиваемые детали, а также очищайте поверхность формы от остатков пластика и ржавчины. Используйте высокотемпературную смазку для скользящих деталей (например, наклонной крышки, слайдера), чтобы уменьшить потери на трение. Убедитесь, что водяной контур гладкий, а разница температур составляет ≤5℃, чтобы избежать растрескивания формы из-за термического напряжения.
Стоимость материалов для пресс-формы составляет около 30-40% (например, цена 1 тонны стали P20 составляет около 20 000 юаней), затраты на обработку составляют более 50% (почасовая ставка труда на станках с ЧПУ составляет около 80-150 юаней/час). При мелкосерийном производстве можно выбрать алюминиевую пресс-форму или упростить конструкцию конструкции; для более чем 100 000 штук рекомендуется использовать твердосплавные вставки для увеличения срока службы!
Изделия для литья под давлением должны полностью соответствовать требованиям к конструкции (таким как размер, внешний вид) и могут быть непрерывными и стабильными в производстве. Маркировка пресс-формы, отчеты об инспекциях (такие как испытание твердости материала) и инженерные чертежи должны быть полными.
Сталь для пресс-форм (например, S136H, НАК80 и другие импортные материалы стоят дороже) и тип зародыша пресс-формы (пресс-форма из алюминия имеет низкую краткосрочную стоимость, но и короткий срок службы) напрямую влияют на стоимость; использование технологии проектирования САПР/КАЕ/КАМ, системы горячеканальных каналов и т. д. увеличит первоначальные инвестиции, но может повысить долгосрочные преимущества (например, уменьшение количества литников, увеличение производственной мощности).


