

Что такое пресс-формы для литья тонкостенных контейнеров?
——
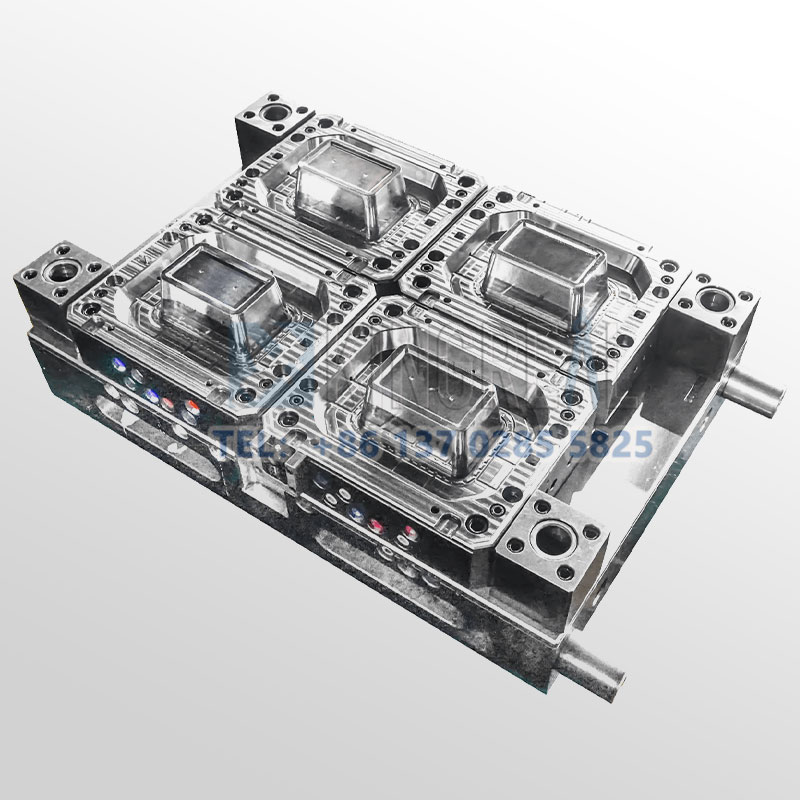
Пресс-формы для литья под давлением тонкостенных контейнеров — это специальные литьевые формы, предназначенные для производства пластиковых контейнеров толщиной менее 1 мм, чрезвычайно тонкой стенки и коэффициентом длины потока более 150. Это также означает, что когда расплав проходит от основного канала формы до самой дальней точки полости, коэффициент длины потока (L) равен коэффициенту толщины стенки контейнера (t). Если коэффициент длины потока превышает 150, это называется литьем под давлением тонкостенных контейнеров. Наиболее типичными изделиями, изготовленными методом литья под давлением тонкостенных контейнеров, являются одноразовые контейнеры для фаст-фуда и тонкостенные корпуса батарей для мобильных телефонов, толщина стенок которых составляет 0,45 мм и 0,25 мм соответственно.
В процессе производства тонкостенных контейнерных изделий возникают трудности с заполнением, плохой отводом воздуха, деформацией пресс-формы и другие проблемы, приводящие к низкому качеству продукции и затрудняющие улучшение объемов производства. Благодаря высокопрочной конструкции, высокоэффективной конструкции литниковых каналов, точному контролю температуры и другим технологическим аспектам, тонкостенные пресс-формы для литья под давлением помогают обеспечить высококачественное массовое производство тонкостенных изделий, решая потребности пищевой, медицинской, электронной и других отраслей промышленности в производстве тонкостенных изделий.

Как спроектировать пресс-форму для литья под давлением тонкостенных контейнеров?
——

Компания KRMOLD при производстве тонкостенных контейнеров для изготовления пресс-форм для литья под давлением обычно использует высокоуглеродистую хромистую подшипниковую сталь SUJ2, твердость которой по Роквеллу достигает HRC ≥ 55. Исходная сталь для литьевых форм проходит термообработку, чтобы выдерживать высокое давление более 200 МПа и высокоскоростное впрыскивание со скоростью более 200 мм/с.

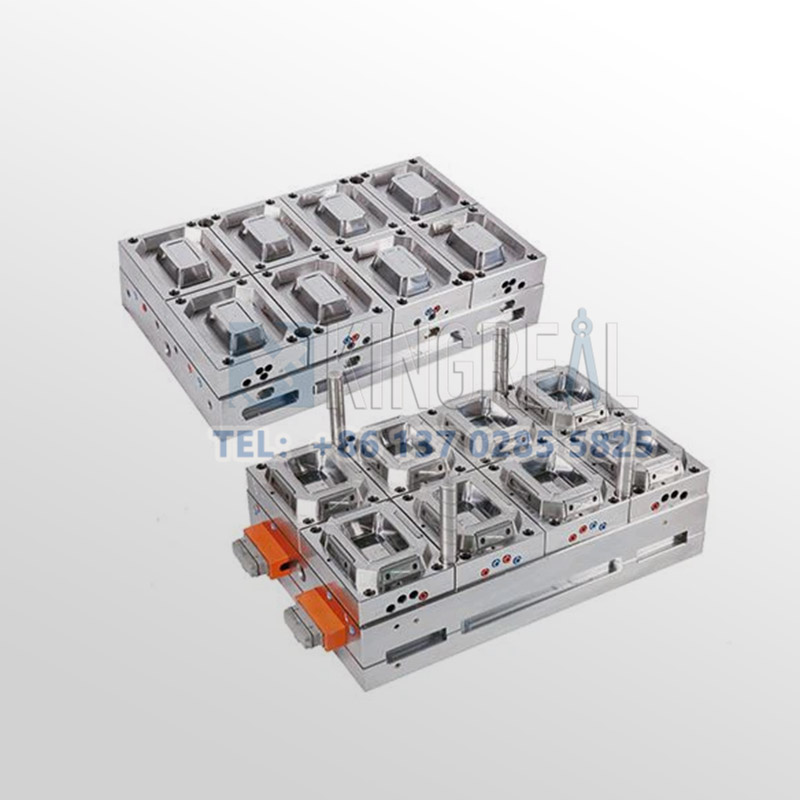
В пресс-форме для литья под давлением тонкостенных контейнеров используется технология горячего канала и последовательный клапанный затвор (SVG), что обеспечивает быстрое заполнение расплавом тонкостенной полости и снижает расход материала. Литье под давлением тонкостенных изделий подвержено выгоранию из-за захваченного воздуха, поэтому необходимо предусмотреть многоступенчатые выпускные отверстия на поверхности разъема и в конце заполнения, а также обеспечить равномерное распределение воды в системе охлаждения, чтобы избежать деформации и коробления, вызванных остаточными напряжениями.

Тонкостенная литьевая форма с многоступенчатой системой выпуска отвода воздуха имеет основную разъемную поверхность с первичной и вторичной системами выпуска отвода воздуха, заполняющими весь круг отвода воздуха через нижнюю часть дополнительного ползуна. Для облегчения выпуска воздуха используются кольцевые глубокие вставки в нижней части формы, предотвращающие сгорание захваченных газов. Требуется равномерное распределение охлаждающей воды: используется спиральный водяной контур с диаметром трубы 6 мм, равномерно распределенный на расстоянии 12 мм от поверхности полости. Для глубоких полостей системы охлаждения независимо расположены в подвижном сердечнике формы, ползунке и других областях.
«Для тонкостенных глубоких полостей и малых наклонов при извлечении из формы необходимо проектировать литьевые формы с приоритетным механизмом выталкивания стержня и скользящим боковым механизмом выталкивания стержня. Следует использовать больше выталкивающих штифтов для обеспечения стабильности извлечения из формы и предотвращения деформации тонкостенных изделий, что может привести к трудностям при извлечении из формы».
Производство пресс-форм для тонкостенной упаковки
——

Пресс-форма для литья под давлением тонкостенной упаковки изготавливается с использованием полированных стальных или твердосплавных и других высокотвердых оправок, обработанных на станках с ЧПУ, что обеспечивает высокое качество поверхности предварительно отформованных деталей в процессе литья под давлением. Полость пресс-формы обрабатывается на 5-осевом станке с ЧПУ с точностью ±0,005 мм, что позволяет изготавливать тонкостенные контейнеры с толщиной стенки ≤1 мм.
Для обработки разъемной поверхности используется фрезерование на станке с ЧПУ с последующей электроэрозионной обработкой (ЭЭО), что обеспечивает зазор ≤ 0,02 мм при закрытии и предотвращает разлет кромок. В конце процесса заполнения обрабатывается многоступенчатая выпускная канавка (глубина 0,03-0,3 мм) для создания точного выпускного канала с помощью ЧПУ-гравировки.

Компания KRMOLD использует высокоскоростной ЧПУ для обработки внутреннего отверстия горячеканальной пластины в литьевой форме. Допуск по диаметру отверстия составляет ±0,01 мм, что подходит для сегментного управления заполнением с помощью последовательного клапанного затвора (SVG). В области затвора используется микроинструмент для создания погружного затвора с углом 30°-45°. Обработанная на ЧПУ спиральная система охлаждения равномерно распределена на расстоянии 12 мм от поверхности полости. В сочетании с вставками из бериллиевого медно-сплавного сплава повышается эффективность локального охлаждения, обеспечивая высокую эффективность плавления.

Четыре стороны ползунка обрабатываются методом фрезерования на станке с ЧПУ с использованием проволочной резки, при этом допуск на диаметр отверстия направляющей стойки составляет ±0,01 мм для обеспечения стабильности бокового вытягивания сердечника. На нижней части ползунка выполнена обработка с образованием канавки для отвода газов по всей окружности глубиной 0,3 мм, чтобы предотвратить попадание сгоревшего газа в тонкостенные участки. Отверстие для выталкивателя просверлено методом глубокого сверления, а поверхность выталкивателя покрыта твердым хромом для уменьшения трения при извлечении из формы.
Как обеспечить качество пресс-форм для литья тонкостенных контейнеров?
——
1. Контроль и корректировка в процессе эксплуатации.
Контроль размеров полости литьевой формы с использованием координатно-измерительной машины (КИМ) и локальная коррекция разряда для тонкостенных участков. Моделирование процесса впрыска с помощью испытания под давлением для проверки герметичности и прочности формы.
2. Оптимизация параметров испытательной формы.
Компания KRMOLD организует пробное литье под давлением в цехе, используя сегментированный контроль давления, применяемый в процессе IBM. Первое давление выдержки составляет 80-90% от давления впрыска, чтобы обеспечить полное заполнение тонкостенной формы. Контролируется температура выталкивания, чтобы предотвратить царапание изделия выталкивающим штифтом.
Корпус для литья под давлением тонкостенного контейнера
——

Пресс-форма для литья под давлением переднего бампера автомобиля изготовлена из материала PP+EPDM-T20, имеет тонкую толщину стенок и высокое соотношение длины потока благодаря технологии внутренней разъемной поверхности и 8-точечной последовательной системе горячеканального трубопровода с клапанами для контроля следов плавления.
Пресс-форма для одноразовых ланч-боксов изготовлена из полипропилена (ПП), толщина стенок всего 0,45-1,2 мм, используются горячеканальные системы и вставки из медно-бериллиевого сплава для ускорения охлаждения, цикл формования ≤ 5 секунд.
3. Корпус электронного оборудования
Изготовление тонкостенных корпусов электронного оборудования методом литья под давлением, толщина стенок всего 0,25 мм, использование высокотекучих материалов PC или ABS, отсутствие усадочных следов на поверхности.
ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ:
1. Как получить расценки на изготовление пресс-форм для литья под давлением по индивидуальному заказу?
Необходимо указать тип пластика (например, ПП, АБС) и требования к постобработке (например, напыление, шелкография), а также предоставить чертежи пластиковой детали в 2D или 3D формате. Одновременно следует указать объем производства, требования к внешнему виду, допуски и т.д.
Укажите тип пластика (например, ПП, АБС) и требования к последующей обработке (например, напыление, шелкография), а также предоставьте чертежи пластиковой детали в формате 2D или 3D. При этом укажите объем производства, требования к внешнему виду, стандарты допусков и т. д.
Как правило, наши инженеры начинают готовить смету сразу после того, как заказчик предоставит полные требования к производству. Обычно это занимает около 1-3 дней.
Срок выполнения для обычных литьевых форм обычно составляет 30-60 дней, и может быть больше для сложных форм. Например, типичный срок выполнения для жидких силиконовых форм составляет около 60 дней, включая проектирование, изготовление, тестирование формы и т. д.
Высокоточная технология обработки: для оптимизации процесса проектирования используется высокоточное оборудование, такое как обрабатывающие центры с ЧПУ (ЧПУ) и электроэрозионная обработка (ЭЭО) в сочетании с программным обеспечением САПР/КАМ. Контроль качества: проверка основных размеров формы с помощью координатно-измерительной машины (КИМ) и проверка нескольких партий образцов на этапе пробного формования. Выбор материала: Для продления срока службы гаек плашек используйте штампованную сталь с высокой износостойкостью (например, H13, S136) и обработкой поверхности (например, азотированием, хромированием).
После каждых 50 000 форм проверяйте направляющую стойку, выталкивающий штифт и другие изнашиваемые детали, а также очищайте поверхность формы от остатков пластика и ржавчины. Используйте высокотемпературную смазку для скользящих деталей (например, наклонной крышки, слайдера), чтобы уменьшить потери на трение. Убедитесь, что водяной контур гладкий, а разница температур составляет ≤5℃, чтобы избежать растрескивания формы из-за термического напряжения.
Стоимость материалов для пресс-формы составляет около 30-40% (например, цена 1 тонны стали P20 составляет около 20 000 юаней), затраты на обработку составляют более 50% (почасовая ставка труда на станках с ЧПУ составляет около 80-150 юаней/час). При мелкосерийном производстве можно выбрать алюминиевую пресс-форму или упростить конструкцию конструкции; для более чем 100 000 штук рекомендуется использовать твердосплавные вставки для увеличения срока службы!
Изделия для литья под давлением должны полностью соответствовать требованиям к конструкции (таким как размер, внешний вид) и могут быть непрерывными и стабильными в производстве. Маркировка пресс-формы, отчеты об инспекциях (такие как испытание твердости материала) и инженерные чертежи должны быть полными.
Сталь для пресс-форм (например, S136H, НАК80 и другие импортные материалы стоят дороже) и тип зародыша пресс-формы (пресс-форма из алюминия имеет низкую краткосрочную стоимость, но и короткий срок службы) напрямую влияют на стоимость; использование технологии проектирования САПР/КАЕ/КАМ, системы горячеканальных каналов и т. д. увеличит первоначальные инвестиции, но может повысить долгосрочные преимущества (например, уменьшение количества литников, увеличение производственной мощности).


