Комплексное решение для литья под давлением логистической упаковки
——
Пресс-форма для литья под давлением KRMOLD Logistic Packaging Injection Mold — это специально разработанный инструмент для производства пластиковой упаковки для логистических перевозок и складского хранения, который помогает клиентам в логистической и транспортной отрасли быстро производить упаковочные материалы для логистики в больших объемах. Пресс-форма для литья под давлением позволяет производить упаковочные материалы для логистики, отвечающие производственным требованиям клиентов, посредством процесса плавления и впрыскивания необходимых сырьевых материалов под высоким давлением в полость пресс-формы для заполнения, охлаждения и извлечения из формы. Таким образом, точность, функциональность и срок службы пресс-формы напрямую связаны с точностью и выходом готовой упаковочной продукции для логистики.
KRMOLD — профессиональный китайский производитель пресс-форм для литья пластмасс под давлением, специализирующийся на предоставлении клиентам комплексных решений по проектированию и производству пресс-форм. На сегодняшний день компания имеет множество проектов по разработке пресс-форм для различных отраслей, таких как автомобильная промышленность, медицинская промышленность, производство бытовой электроники и товаров для дома. В сфере логистики и упаковки KRMOLD разработала и внедрила инновационные конструкции пресс-форм для логистической и упаковочной продукции, отличающиеся высокой прочностью, возможностью штабелирования и многоразового использования. В соответствии с реальными производственными потребностями клиентов, KRMOLD внесла инновации в конструкцию пресс-форм, материалы и технологическую адаптацию процесса.

Типичные примеры литьевых форм для логистической упаковки
——
1
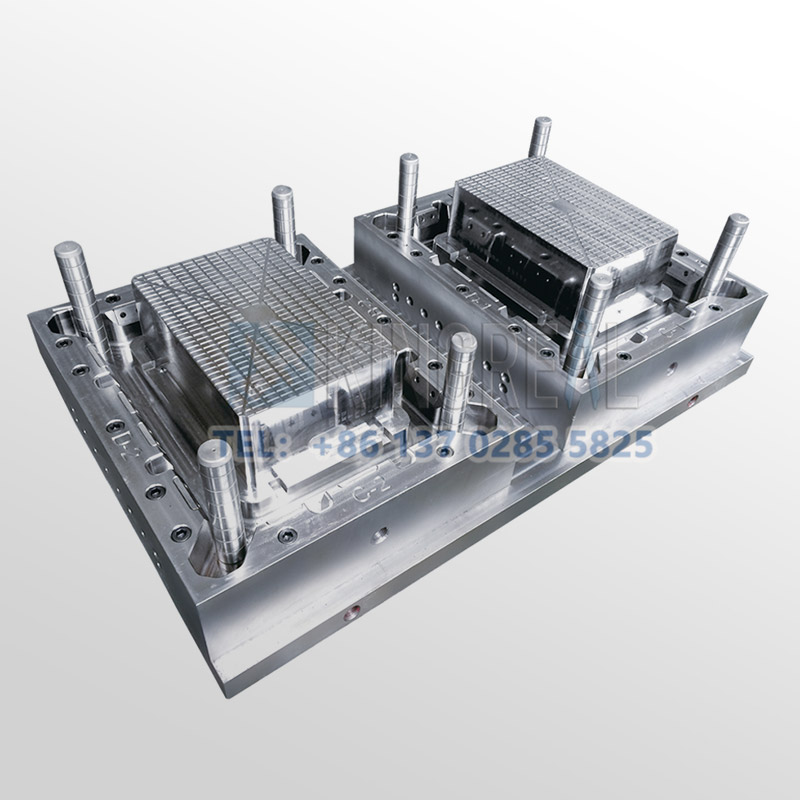
Пресс-формы для литья под давлением складных ящиков
Пресс-форма для литья под давлением складных ящиков используется для производства складных ящиков для сортировки товаров в электронной коммерции, транспортировки автозапчастей и распределения свежих продуктов питания. Как правило, толщина стенок складных ящиков составляет 1,5-3 мм, в качестве сырья используется полипропилен (PP) или полиэтилен (PE), что обеспечивает легкость и ударопрочность. Конструкция пресс-формы для литья под давлением складных ящиков предусматривает подвижную шарнирную структуру, позволяющую складывать ящики более 100 000 раз, что позволяет сэкономить 70% места для хранения. Поверхность полости пресс-формы имеет противоскользящую текстуру, что способствует устойчивости при штабелировании складных ящиков.
2
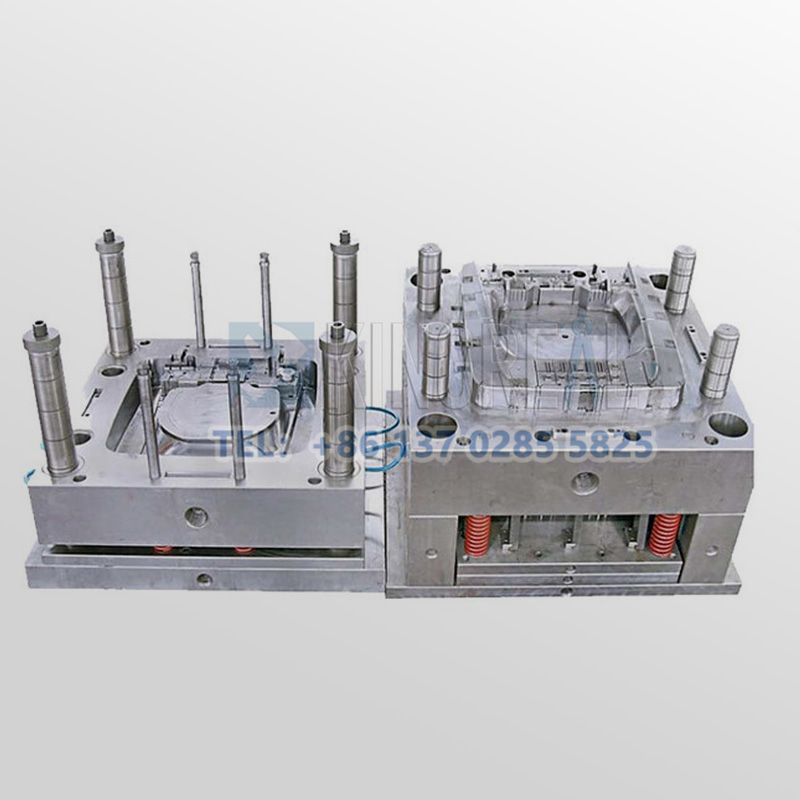
Стандартизированные пресс-формы для литья под давлением паллет
Стандартизированная пресс-форма для литья под давлением пластиковых поддонов для автоматизированного складирования и трансграничной логистики, грузоподъемность до 1,5-2 тонн, с интегрированным сотовым усилением в нижней части. Стандартизированные пресс-формы для литья поддонов имеют встроенные противоскользящие канавки для предотвращения скольжения груза. Возможно встраивание RFID-чипа для поддержки отслеживания логистических операций.
3
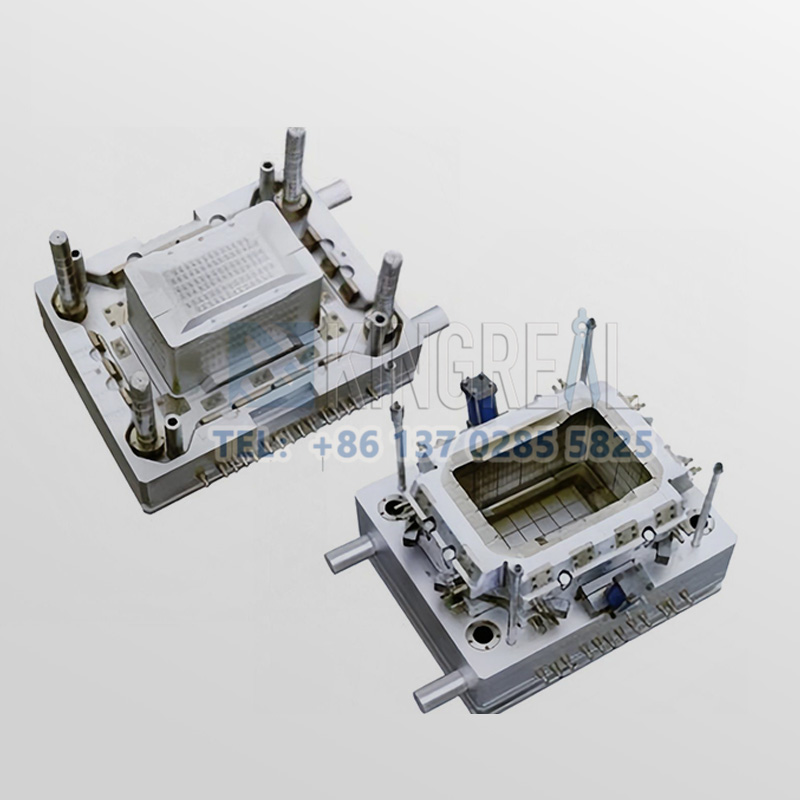
Ударопрочные литьевые формы для облицовки
Используется в производстве прецизионных инструментов, медицинского оборудования и электронных изделий для нужд упаковочной логистики. Пресс-форма для литья под давлением с антивибрационной футеровкой имеет многогнездную конструкцию, что позволяет производить партии одного изделия за раз, обеспечивая при этом однородность амортизирующей структуры. Возможно изготовление по индивидуальному заказу с учетом формы изделия.
4
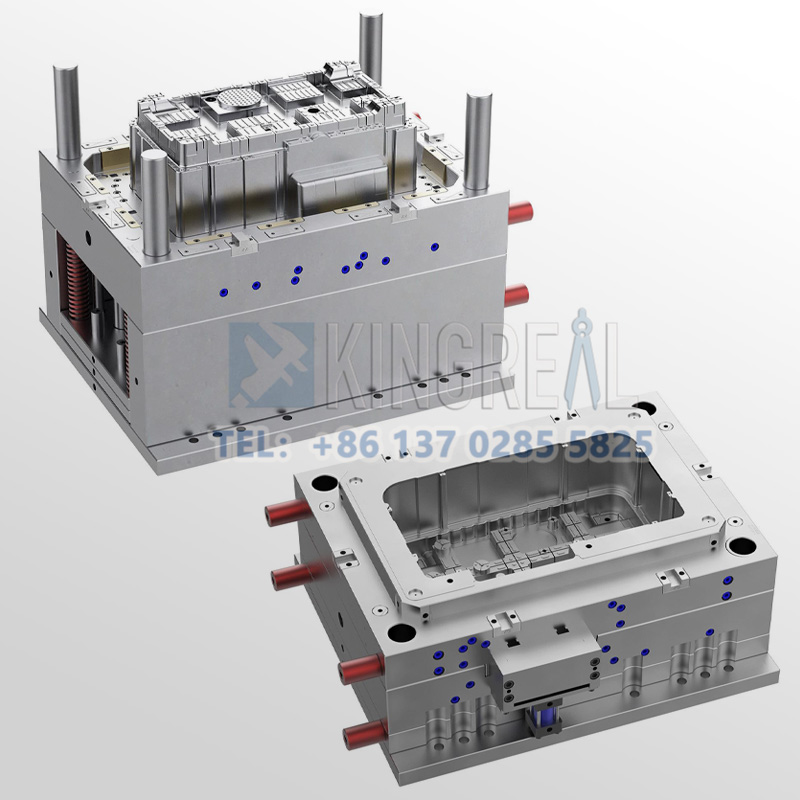
Пресс-формы для литья под давлением контейнеров для логистики холодовой цепи
Он используется для производства контейнеров для логистики холодовой цепи, предназначенных для транспортировки фармацевтической продукции и свежих продуктов питания. Пресс-форма для логистических контейнеров холодовой цепи с интегрированной конструкцией уплотнительных канавок обеспечивает герметичность крышки и изготовлена из армированного полиэтилена высокой плотности (HDPE) и стекловолокна материала, устойчивого к хрупкости при низких температурах.
Характеристики литьевых форм для логистической упаковки
——
1
Соответствует требованиям к конструктивному исполнению различных видов логистической упаковки.
Пресс-формы KRMOLD для логистической упаковки оснащены механизмом скольжения и наклона верхней части, что позволяет создавать сложные подвижные конструкции и удовлетворять требованиям к складной и вкладываемой структуре логистической упаковки. Пресс-формы для литья под давлением обеспечивают соответствие требованиям к легкости логистической упаковки за счет литья под давлением с газовой поддержкой (GAIM) или процесса микропенообразования (MuCell).
2
Соответствует требованиям к материалам, предъявляемым к различным видам логистической упаковки.
Пресс-формы для литья под давлением логистической упаковки могут быть адаптированы для производства изделий из ударопрочных и экологически чистых материалов, например, для коробок из ПП + ЭПДМ (пресс-форма для коробок из-под автомобильных запчастей) и УФ-модифицированного ПЭ (пресс-форма для наружных ящиков).
3
Литье под давлением для достижения различных функциональных требований
В пресс-формах для логистической упаковки предусмотрен слот для вставки QR-кода/RFID-метки, что отвечает цифровым потребностям цепочки поставок. Одновременно мы предлагаем интегрированное литье зажимов и замков с точностью ±0,02 мм, обеспечивающей плавное открывание и закрывание.
4
Инновационный процесс производства пресс-форм для литья под давлением
В пресс-формах для литья под давлением логистической упаковочной продукции используется система горячеканальных каналов, что позволяет сократить количество отходов и повысить эффективность производства многогнездных пресс-форм, а использование каналов из медного сплава, изготовленных методом 3D-печати, помогает сократить время охлаждения на 30%.



Процесс производства логистической упаковки методом литья под давлением
——

1. Технология многогнездного литья под давлением
В пресс-формах для литья под давлением логистической упаковки используется технология многогнездного литья под давлением, конструкция «одна пресс-форма, многогнездная» (например, пресс-форма с 8 или 128 гнездами), что позволяет производить за один цикл литья множество видов логистической упаковки. Эффективность может быть в 5-8 раз выше, чем у традиционных одногнездных пресс-форм, что снижает занимаемую площадь и количество отходов (например, за счет использования системы горячих каналов), а себестоимость единицы продукции снижается более чем на 30%. В конструкции пресс-формы используется H-образная или радиальная компоновка литниковых каналов, обеспечивающая одновременное поступление расплава во все гнезда и равномерное давление. Диаметр основного литникового канала постепенно уменьшается, а в конце располагается углубление для холодного материала, чтобы избежать неравномерного заполнения.

2. Технология литья под давлением с использованием газа (GAIM)
Пресс-форма для литья под давлением логистической упаковки соответствует технологии газоструйного формования. В толстостенную часть упаковочной продукции впрыскивается азот для образования полой структуры, что снижает вес на 20-40%, одновременно повышая жесткость за счет поддержания давления газа для компенсации усадки и уменьшения дефектов поверхности. Конструкция пресс-формы предусматривает газовый канал с поперечной толщиной стенки в 2-3 раза больше, угловой дугообразный переход, а также усиление в качестве подканала для газа для повышения эффективности компенсации усадки. Используется высокотемпературное уплотнительное кольцо, зазор газовой иглы <0,02 мм для предотвращения обратного потока расплавленного материала.
Укажите тип пластика (например, ПП, АБС) и требования к последующей обработке (например, напыление, шелкография), а также предоставьте чертежи пластиковой детали в формате 2D или 3D. При этом укажите объем производства, требования к внешнему виду, стандарты допусков и т. д.
Как правило, наши инженеры начинают готовить смету сразу после того, как заказчик предоставит полные требования к производству. Обычно это занимает около 1-3 дней.
Срок выполнения для обычных литьевых форм обычно составляет 30-60 дней, и может быть больше для сложных форм. Например, типичный срок выполнения для жидких силиконовых форм составляет около 60 дней, включая проектирование, изготовление, тестирование формы и т. д.
Высокоточная технология обработки: для оптимизации процесса проектирования используется высокоточное оборудование, такое как обрабатывающие центры с ЧПУ (ЧПУ) и электроэрозионная обработка (ЭЭО) в сочетании с программным обеспечением САПР/КАМ. Контроль качества: проверка основных размеров формы с помощью координатно-измерительной машины (КИМ) и проверка нескольких партий образцов на этапе пробного формования. Выбор материала: Для продления срока службы гаек плашек используйте штампованную сталь с высокой износостойкостью (например, H13, S136) и обработкой поверхности (например, азотированием, хромированием).
После каждых 50 000 форм проверяйте направляющую стойку, выталкивающий штифт и другие изнашиваемые детали, а также очищайте поверхность формы от остатков пластика и ржавчины. Используйте высокотемпературную смазку для скользящих деталей (например, наклонной крышки, слайдера), чтобы уменьшить потери на трение. Убедитесь, что водяной контур гладкий, а разница температур составляет ≤5℃, чтобы избежать растрескивания формы из-за термического напряжения.
Стоимость материалов для пресс-формы составляет около 30-40% (например, цена 1 тонны стали P20 составляет около 20 000 юаней), затраты на обработку составляют более 50% (почасовая ставка труда на станках с ЧПУ составляет около 80-150 юаней/час). При мелкосерийном производстве можно выбрать алюминиевую пресс-форму или упростить конструкцию конструкции; для более чем 100 000 штук рекомендуется использовать твердосплавные вставки для увеличения срока службы!
Изделия для литья под давлением должны полностью соответствовать требованиям к конструкции (таким как размер, внешний вид) и могут быть непрерывными и стабильными в производстве. Маркировка пресс-формы, отчеты об инспекциях (такие как испытание твердости материала) и инженерные чертежи должны быть полными.
Сталь для пресс-форм (например, S136H, НАК80 и другие импортные материалы стоят дороже) и тип зародыша пресс-формы (пресс-форма из алюминия имеет низкую краткосрочную стоимость, но и короткий срок службы) напрямую влияют на стоимость; использование технологии проектирования САПР/КАЕ/КАМ, системы горячеканальных каналов и т. д. увеличит первоначальные инвестиции, но может повысить долгосрочные преимущества (например, уменьшение количества литников, увеличение производственной мощности).


