
Полное решение для литья под давлением корпусов малой бытовой техники
——
Литье под давлением является одним из наиболее распространенных методов обработки в индустрии бытовой техники. В процессе литья под давлением расплавленный пластик впрыскивается в полость формы и охлаждается для формирования требуемых деталей для массового производства различных типов деталей бытовой техники, чтобы удовлетворить растущий спрос на рынке в индустрии бытовой техники. Литьевая форма призвана помочь индустрии бытовой техники завершить литье под давлением основных инструментов, в процессе производства малой бытовой техники качество литья под давлением напрямую влияет на внешний вид продуктов бытовой техники, размерную точность, структурную прочность и функциональную адаптивность.
КРМОЛД как один из профессиональных производителей литьевых форм, мы специализируемся на предоставлении индивидуальных решений для литьевых форм для клиентов в различных отраслях. В отрасли мелкой бытовой техники литьевые формы КРМОЛД способны проектировать и производить различные типы мелкой бытовой техники, помогая клиентам в отрасли бытовой техники получать долгосрочные производственные выгоды после внедрения литьевых форм, изготовленных КРМОЛД, и в процессе литьевые формы КРМОЛД могут помочь клиентам в отрасли бытовой техники получать долгосрочные производственные выгоды после внедрения литьевых форм КРМОЛД и улучшить свою основную конкурентоспособность с точки зрения качества продукции и инноваций.

Особенность литья под давлением мелкой бытовой техники
——
Наше преимущество

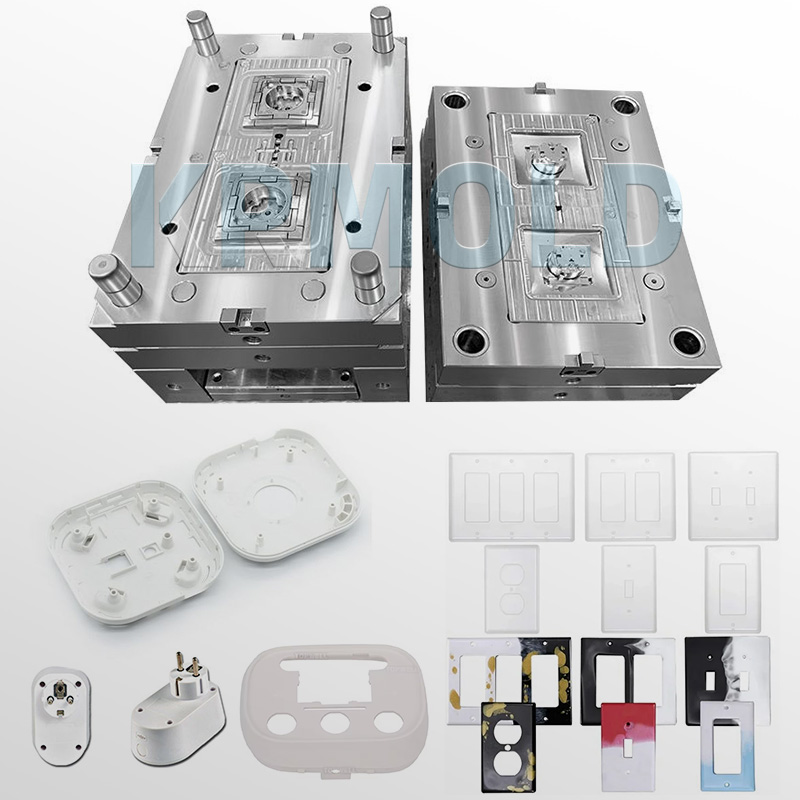
Поскольку бытовая техника малого размера часто подвергается частым обновлениям и функциональным улучшениям, традиционные методы проектирования пресс-форм часто не способны быстро адаптироваться к этим изменениям. Модульная конструкция обеспечивает более гибкое и эффективное решение, поддерживая быструю замену компонентов полости. Например, пресс-форма корпуса кофеварки использует конструкцию с болтовым креплением, которая позволяет быстро отрегулировать подгонку опорного основания и шаблона. Когда необходимо изготовить кофеварку другого стиля или модели, узел полости можно просто заменить без необходимости перепроектирования или повторного изготовления всей пресс-формы. Это не только значительно сокращает цикл настройки пресс-формы и производства, но также снижает отходы и повышает производительность при мелкосерийном производстве нескольких видов.

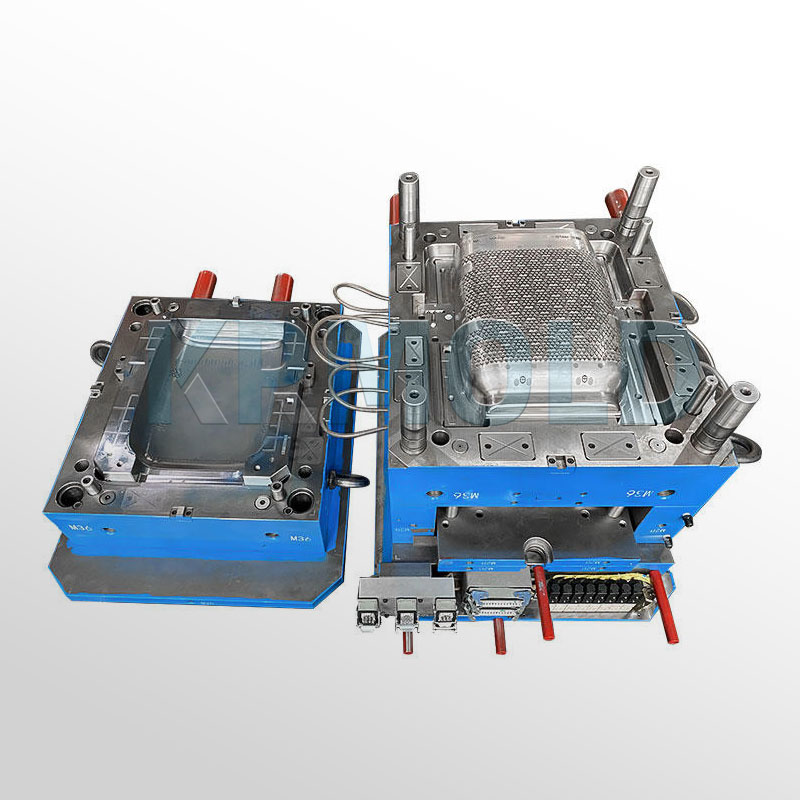
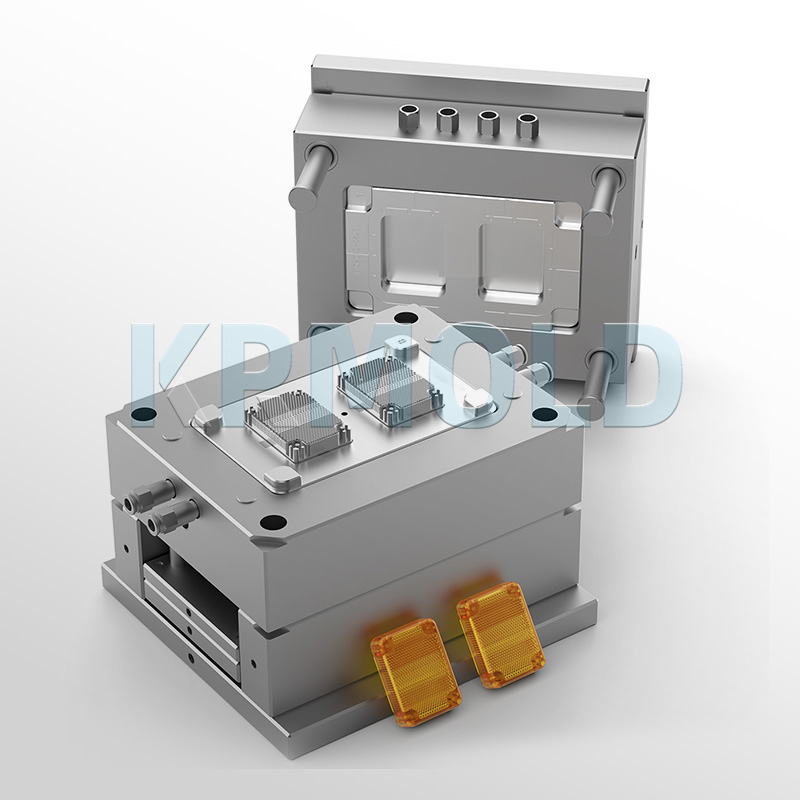
В процессе литья под давлением конструкция системы охлаждения имеет решающее значение, напрямую влияя на цикл литья и качество продукции. Чтобы удовлетворить спрос на эффективное производство пресс-форм для литья под давлением малой бытовой техники, современные пресс-формы уделяют все больше внимания оптимизации системы охлаждения. Рационально проектируя каналы охлаждения и интегрируя передовые технологии охлаждения, можно значительно повысить эффективность охлаждения и уменьшить проблемы тепловой деформации продукции.
Например, оптимизированные системы охлаждения могут включать охлаждающие ребра, алюминиевые радиаторы и слои теплопроводящей силиконовой смазки, что может помочь распределить тепло более равномерно и ускорить процесс охлаждения. Распространенными примерами являются формы для внутренних горшков рисоварок, формы для литья лопастей вентиляторов и формы для корпусов пылесосов.

Современные бытовые приборы часто имеют сложную конструкцию, особенно это касается тонкостенных деталей и перевернутых конструкций.
Для тонкостенных деталей, таких как корпуса рисоварок и пылесборники пылесосов, КРМОЛД обычно применяет технологию вытягивания внутреннего сердечника скольжения при проектировании пресс-форм, что может помочь добиться более тонкого течения пластика и избежать деформации тонкостенных деталей в процессе литья под давлением. Кроме того, для деталей с перевернутыми структурами (например, перевернутая конструкция внутри пылесборника пылесоса) конструкторы часто используют изогнутые штифты с обратными рядами или комбинацию внутренних слайдеров и наклонных штифтов, чтобы гарантировать, что эти сложные структуры можно будет плавно извлечь из формы после охлаждения, сохраняя целостность детали.
Процесс формования корпусов малой бытовой техники
——
(1) Плавление пластика
Пластиковое сырье для компонентов малой бытовой техники нагревается до расплавленного состояния в загрузочном цилиндре литьевой машины. Процесс плавления обычно контролируется системой контроля температуры, чтобы обеспечить поток пластика во время процесса впрыска. Обычные регуляторы температуры находятся в диапазоне от 200°C до 350°C, в зависимости от типа пластика и требований к продукту.
(2) Стадия инъекции
Расплавленный пластик проталкивается через инъекционный шнек (или поршень) под высоким давлением в полость литьевой формы для мелкой бытовой техники. На этом этапе требуется контролировать скорость впрыска, давление впрыска и скорость вращения шнека, чтобы гарантировать равномерное заполнение пластиком всей полости, избегая образования пузырьков воздуха, пригорания и других дефектов.
(3) Стадия сохранения давления
После впрыска расплавленного пластика литьевая машина поддерживает определенное давление, чтобы гарантировать, что пластик полностью заполнит полость формы, чтобы избежать усадки из-за охлаждения, приводящей к нестабильному размеру готовых небольших приборов. Давление выдержки обычно ниже давления впрыска, но поддерживается в течение определенного периода времени, чтобы гарантировать целостность и точность пластиковой детали.
(4) Стадия охлаждения
Пластиковые детали проходят период охлаждения в форме, и этот этап является одним из самых важных этапов процесса формования. Охлаждающая вода обычно циркулирует по охлаждающим каналам в форме, чтобы быстро снизить температуру пластика и дать ему затвердеть. Время охлаждения зависит от таких факторов, как конструкция формы, пластиковый материал и толщина стенок. Тонкостенные детали имеют более короткое время охлаждения, обычно от 30 секунд до 2 минут.
(5) Стадия извлечения из формы
После завершения охлаждения форма открывается и закрывается, и пластиковые детали мелкой бытовой техники вынимаются из формы. В процессе распалубки необходимо учитывать форму и структуру детали, чтобы не допустить повреждений. Для сложных деталей обычно используются такие методы, как механизмы извлечения стержней и слайдерные системы, чтобы обеспечить плавную распалубку изделия.
Применение пресс-форм для корпусов малой бытовой техники
—

Почему стоит выбрать КРМОЛД?
—
1. Комплексное обслуживание полного цикла
Мы предоставляем полный спектр услуг: от интеграции требований, проектирования и изготовления пресс-форм до поставки и послепродажного обслуживания.
Техническая группа глубоко вовлечена в этап проектирования продукта клиента, оптимизируя структуру пресс-формы и проектируя чертежи пресс-формы с помощью программного обеспечения для анализа потока пресс-формы (например, Автодеск Молдфлоу, UGNX). Оснащена импортным ЧПУ, проволочно-резательным станком Шадик, зеркальным разрядным оборудованием и другим прецизионным обрабатывающим оборудованием для достижения точности ±0,02 мм;
У нас есть крупномасштабный интеллектуальный цех для поддержки вторичной обработки, такой как шелкография, сварка, распыление и т. д. Мы строго соблюдаем систему качества ISO13485 и IATF16949; при этом мы предоставляем бесплатную транспортировку, регулярное техническое обслуживание пресс-форм и гарантийное обслуживание сроком на один год.
2.Полная система контроля качества
Имеется цех по производству полной цепочки, использующий пятикоординатные обрабатывающие центры Макино, литьевые машины гаитянский и другое известное в стране и за рубежом оборудование, чтобы избежать задержек в исходящей обработке. С помощью координатно-измерительной машины ШМ, трехмерного контрольного прибора полная проверка ключевых размеров, внедрение управления качеством цикла ПДКА. Между тем, мы предоставляем полный отчет по проверке качества литьевых форм.
3. Точный контроль поставок для гарантии соблюдения графика проекта
Благодаря цифровому управлению, мониторингу хода производства с самого начала заказа, мониторингу данных по различным заказам и датам поставки, как только возникают факторы, которые могут задержаться, немедленно принимаются меры по ускорению графика производства, чтобы гарантировать, что заказчик в период поставки завершит изготовление пластиковых литьевых форм.
Укажите тип пластика (например, ПП, АБС) и требования к последующей обработке (например, напыление, шелкография), а также предоставьте чертежи пластиковой детали в формате 2D или 3D. При этом укажите объем производства, требования к внешнему виду, стандарты допусков и т. д.
Как правило, наши инженеры начинают готовить смету сразу после того, как заказчик предоставит полные требования к производству. Обычно это занимает около 1-3 дней.
Срок выполнения для обычных литьевых форм обычно составляет 30-60 дней, и может быть больше для сложных форм. Например, типичный срок выполнения для жидких силиконовых форм составляет около 60 дней, включая проектирование, изготовление, тестирование формы и т. д.
Высокоточная технология обработки: для оптимизации процесса проектирования используется высокоточное оборудование, такое как обрабатывающие центры с ЧПУ (ЧПУ) и электроэрозионная обработка (ЭЭО) в сочетании с программным обеспечением САПР/КАМ. Контроль качества: проверка основных размеров формы с помощью координатно-измерительной машины (КИМ) и проверка нескольких партий образцов на этапе пробного формования. Выбор материала: Для продления срока службы гаек плашек используйте штампованную сталь с высокой износостойкостью (например, H13, S136) и обработкой поверхности (например, азотированием, хромированием).
После каждых 50 000 форм проверяйте направляющую стойку, выталкивающий штифт и другие изнашиваемые детали, а также очищайте поверхность формы от остатков пластика и ржавчины. Используйте высокотемпературную смазку для скользящих деталей (например, наклонной крышки, слайдера), чтобы уменьшить потери на трение. Убедитесь, что водяной контур гладкий, а разница температур составляет ≤5℃, чтобы избежать растрескивания формы из-за термического напряжения.
Стоимость материалов для пресс-формы составляет около 30-40% (например, цена 1 тонны стали P20 составляет около 20 000 юаней), затраты на обработку составляют более 50% (почасовая ставка труда на станках с ЧПУ составляет около 80-150 юаней/час). При мелкосерийном производстве можно выбрать алюминиевую пресс-форму или упростить конструкцию конструкции; для более чем 100 000 штук рекомендуется использовать твердосплавные вставки для увеличения срока службы!
Изделия для литья под давлением должны полностью соответствовать требованиям к конструкции (таким как размер, внешний вид) и могут быть непрерывными и стабильными в производстве. Маркировка пресс-формы, отчеты об инспекциях (такие как испытание твердости материала) и инженерные чертежи должны быть полными.
Сталь для пресс-форм (например, S136H, НАК80 и другие импортные материалы стоят дороже) и тип зародыша пресс-формы (пресс-форма из алюминия имеет низкую краткосрочную стоимость, но и короткий срок службы) напрямую влияют на стоимость; использование технологии проектирования САПР/КАЕ/КАМ, системы горячеканальных каналов и т. д. увеличит первоначальные инвестиции, но может повысить долгосрочные преимущества (например, уменьшение количества литников, увеличение производственной мощности).


