
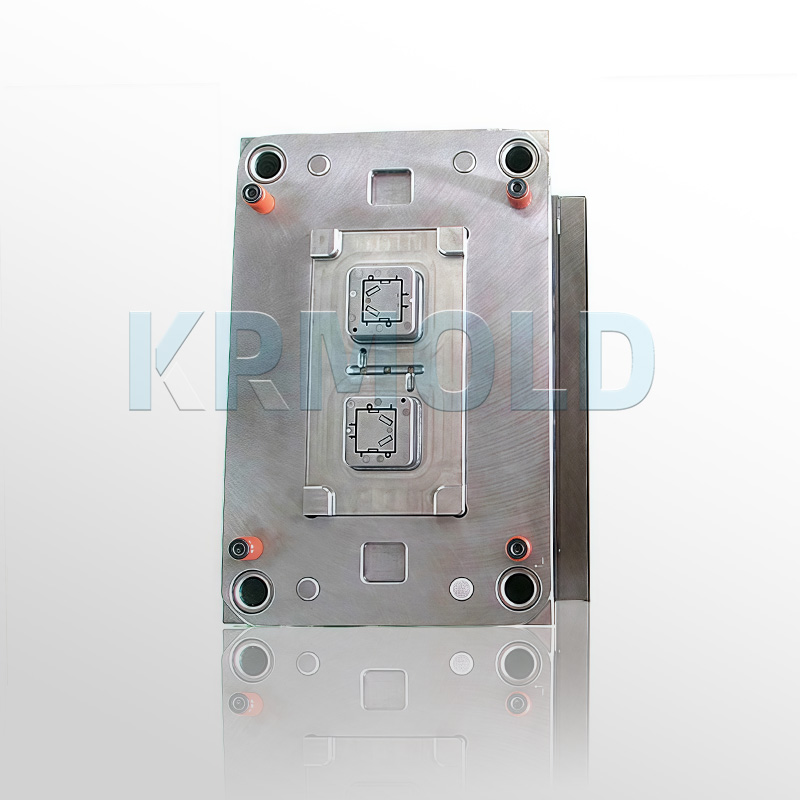


Описание пресс-формы для литья пластиковых розеток
——
Изготовление пластиковых литьевых форм для розеток позволяет создавать розетки для выключателей различных форм и размеров. Прочные розетки, соответствующие стандартам безопасности, могут быть изготовлены путем впрыскивания соответствующего материала в форму для розеток и регулирования формы с помощью давления, температуры и других параметров.
К ним относятся сертификация УЛ в Северной Америке, сертификация CE в Европе и соответствие нескольким стандартам стран Азии. Литейные формы для штепсельных розеток КРМОЛД не только соответствуют этим требованиям, но и проходят тщательные испытания, гарантирующие их безопасность и надежность в реальных условиях эксплуатации.

Параметры литьевой формы для розеток выключателей
——
Элемент# | Элемент | Описание |
| 1 | Стандарт пресс-формы | ДМЭ или ХАСКО |
| 2 | Основание пресс-формы | ЛКМ, ДМЭ, ХАСКО, ФУТАБА |
| 3 | Сталь для полостей/сердечников | H13,S-7,S136,СС420,НАК80,P20 |
| 4 | Горячий канал | ФОРМА ВЛАДЕЛЕЦ, ВЛАДЕЛЕЦ КОНЧИК, ХАСКИ, ХАСКО, ДМЭ, ЮДО, ИНКОЕ, ТЕРМОПЛЕЙ, СИНВЕНТИВНЫЙ. |
| 5 | Гидравлический цилиндр | Паркер, Тайо, Стаубли, Джуфан. |
| 6 | Компоненты пресс-формы | ДМЭ, Прогрессивный, ПКС, Ударить кулаком, Королевский и т. д. |
| 7 | Обработка стали | Термическая обработка, азотирование, хромирование |
| 8 | Отделка поверхности | Стандарт СПИ, VDI EDM, текстура и т. д. |
| 9 | Пластиковый материал | ПП, ПК, АБС, ПЭ, ПЭВП, ПЭТ, ПОМ, ПММА, ПА (СВ), ПБТ (СВ), ПВХ, ППС, ПЭИ, ПЭЭК, ЖКП, ПСУ |
| 10 | Программное обеспечение для проектирования | САПР, УГ, ПроЭ, Solidworks |
Преимущества литья под давлением пластиковых розеток
——
1) Гибкая пластиковая литьевая форма для изготовления розеток
Компании, ищущие специализированные решения для производства пластиковых розеток, найдут идеальным применение пресс-формам для литья под давлением розеток КРМОЛД, поскольку они позволяют производить розетки самых разных форм и размеров. Пресс-формы для литья под давлением пластиковых розеток КРМОЛД предлагают гибкие возможности для производства специализированных розеток, промышленного оборудования и бытовых электроприборов. Гибкость пресс-форм для литья под давлением розеток позволяет им постоянно расширять ассортимент продукции и лучше удовлетворять самые разные потребности потребителей.
2) Прочная литьевая форма для розеток выключателей
Формы КРМОЛД, изготовленные из высококачественных материалов, устойчивы к регулярному использованию и износу. КРМОЛД использует для форм такие стали, как H13 и S136, которые обеспечивают высокую износостойкость и прочность, способные выдерживать интенсивные производственные нагрузки.
Кроме того, КРМОЛД уделяет особое внимание деталям при изготовлении пресс-форм для литья пластиковых розеток, гарантируя точный расчёт каждой детали пресс-формы для выключателей и продление срока их службы. Высокое качество продукции и длительный срок службы розеток — вот цели КРМОЛД.
3) Высокоточная литьевая форма для пластиковых розеток
Чтобы гарантировать стабильное качество и точность каждой розетки, КРМОЛД разрабатывает литьевые формы для розеток, основываясь на точных технических характеристиках. КРМОЛД использует высокоточные измерительные инструменты, такие как координатно-измерительные машины, для обеспечения точности размеров и позиционирования каждого компонента литьевой формы для пластиковых розеток. Высокоточные формы помогают клиентам не только повысить эффективность производства, но и минимизировать отходы сырья. Каждый продукт проходит тщательную проверку, чтобы гарантировать клиентам получение розеток только высшего качества.
4) Эффективное производство литьевых форм для розеток выключателей
Пластиковые литьевые формы КРМОЛД для розеток электропитания повышают эффективность производства, снижая затраты и время на выпуск. КРМОЛД обеспечивает быструю итерацию и производство продукции благодаря усовершенствованной конструкции и обработке литьевых форм для розеток электропитания.
Например, использование эффективной горячеканальной системы может снизить сопротивление течению расплава пластика в пресс-форме для литья под давлением, что ускорит процесс литья. Более того, грамотно спроектированная система охлаждения значительно сокращает время охлаждения, тем самым повышая общую эффективность производства.



Рекомендации по проектированию литьевых форм для розеток выключателей
——
1)Структура продукта
Конструкторы КРМОЛД разработали тщательно продуманную компоновку полости пресс-формы в соответствии с требованиями потребителя к розетке для выключателя. Эта процедура гарантирует прочность и эксплуатационные характеристики после формования, а также учитывает внешний вид изделия. Используя программное обеспечение для имитационного анализа, КРМОЛД может прогнозировать потенциальные дефекты на этапе проектирования и вносить упреждающие коррективы.
2) Пластиковая розетка для литья под давлением
Для обеспечения плавного извлечения из формы компания КРМОЛД тщательно спроектировала угол наклона и систему выталкивания, чтобы избежать повреждений в процессе извлечения из формы. Такая конструкция не только повышает эффективность производства, но и снижает затраты на обслуживание пресс-формы для литья под давлением.
3) Прецизионный контроль литья под давлением пластиковых розеток
При изготовлении литьевых форм для розеток выключателей компания КРМОЛД использует высокоточное измерительное оборудование для обеспечения точности размеров и позиционирования каждого компонента пресс-формы. Благодаря строгому контролю качества, КРМОЛД гарантирует соответствие каждого компонента пресс-формы проектным требованиям, тем самым повышая общее качество производства.
4) Выбор материала для литья под давлением пластиковой розетки
Компания КРМОЛД выбирает высококачественные стали для пресс-форм, подходящие для литья пластмасс, такие как P20 и НАК80, для обеспечения износостойкости и долговечности пресс-форм. Эти материалы обладают превосходными механическими и технологическими свойствами, отвечая требованиям высокоинтенсивных производственных условий.
5)Система охлаждения для литья под давлением разъемов выключателей
Правильно спроектированный канал охлаждения имеет решающее значение для повышения эффективности литья пластмассовых розеток под давлением. Компания КРМОЛД разработала научную систему охлаждения для литья пластмассовых розеток под давлением, которая обеспечивает равномерное охлаждение в процессе литья под давлением, тем самым повышая эффективность производства и качество продукции.


Процесс изготовления литьевого пресс-формы для пластиковых розеток
——
1)Этап проектирования литьевой формы для розетки выключателя
Сначала проектируется пресс-форма для литья пластмасс под давлением для штепсельной розетки на основе чертежей изделия и производственных требований к розетке для выключателя. С помощью программного обеспечения для автоматизированного проектирования создается 3D-модель пресс-формы, которая детализирует и оптимизирует структуру пресс-формы, размеры, поверхности разъема, литниковую систему и систему охлаждения.
Используя программное обеспечение для имитационного анализа, такое как Молдфлоу, КРМОЛД моделирует течение и охлаждение расплава пластика в пресс-форме, прогнозируя потенциальные дефекты и позволяя заблаговременно вносить коррективы в конструкцию. Этот этап тщательного планирования закладывает прочную основу для последующей обработки и производства.
2)Обработка литьем под давлением розеток выключателей
На этапе обработки КРМОЛД использует станки с ЧПУ для фрезерования, сверления и расточки стали для пресс-форм, обеспечивая прецизионное изготовление таких компонентов пресс-форм, как полости, стержни, литниковые системы и охлаждающие каналы. Для сложных форм и конструкций может использоваться электроэрозионная обработка (ЭЭО).
В процессе обработки строго контролируется точность размеров и качество поверхности для обеспечения качества литья под давлением пластиковых розеток. Каждая деталь влияет на характеристики конечного продукта, поэтому мы стремимся к совершенству на каждом этапе.
3) Термообработка литья под давлением розеток выключателей
Термическая обработка обработанных компонентов пресс-формы — важнейший этап повышения производительности литьевых форм для пластиковых розеток. Благодаря соответствующим процессам термообработки, таким как закалка и отпуск, КРМОЛД может повысить твёрдость, прочность и износостойкость пресс-формы для розеток. Этот процесс не только продлевает срок службы пресс-формы для пластиковых розеток, но и повышает её стабильность при интенсивном производстве.
4) Обработка поверхности литьевой формы для розеток выключателей
Для повышения коррозионной стойкости, улучшения свойств разделительного слоя и качества поверхности компания КРМОЛД обрабатывает поверхность пресс-формы. К распространённым методам обработки поверхности относятся хромирование, никелирование и азотирование. Хромирование повышает твёрдость и гладкость поверхности литьевой формы для розеток выключателей, повышая её коррозионную стойкость. Азотирование образует на поверхности пресс-формы твёрдый, износостойкий нитридный слой, что повышает её износостойкость и улучшение свойств разделительного слоя.
5)Этап сборки литьевой формы для пластиковой розетки
Сборка компонентов литьевой формы для пластиковых розеток, прошедших механическую, термическую и поверхностную обработку, производится в строгом соответствии с требованиями проекта, что обеспечивает точность прилегания и плавное перемещение компонентов. Наладка направляющего механизма и механизма выталкивания обеспечивает плавное открытие и закрытие формы, а также корректную работу механизма выталкивания.
6) Этап испытаний и отладки литья под давлением розетки выключателя
После завершения сборки литьевой формы для пластиковой розетки проводится пробное формование. Пресс-форма для розетки устанавливается на литьевую машину, и в неё впрыскивается расплав пластика для пробного производства. Пробное формование используется для проверки результатов литья, таких как точность размеров, качество внешнего вида и удобство извлечения пластикового изделия из формы. На основании результатов пробного формования пресс-форма для пластиковой розетки подвергается дальнейшей отладке и оптимизации до получения качественной пластиковой розетки.

Укажите тип пластика (например, ПП, АБС) и требования к последующей обработке (например, напыление, шелкография), а также предоставьте чертежи пластиковой детали в формате 2D или 3D. При этом укажите объем производства, требования к внешнему виду, стандарты допусков и т. д.
Как правило, наши инженеры начинают готовить смету сразу после того, как заказчик предоставит полные требования к производству. Обычно это занимает около 1-3 дней.
Срок выполнения для обычных литьевых форм обычно составляет 30-60 дней, и может быть больше для сложных форм. Например, типичный срок выполнения для жидких силиконовых форм составляет около 60 дней, включая проектирование, изготовление, тестирование формы и т. д.
Высокоточная технология обработки: для оптимизации процесса проектирования используется высокоточное оборудование, такое как обрабатывающие центры с ЧПУ (ЧПУ) и электроэрозионная обработка (ЭЭО) в сочетании с программным обеспечением САПР/КАМ. Контроль качества: проверка основных размеров формы с помощью координатно-измерительной машины (КИМ) и проверка нескольких партий образцов на этапе пробного формования. Выбор материала: Для продления срока службы гаек плашек используйте штампованную сталь с высокой износостойкостью (например, H13, S136) и обработкой поверхности (например, азотированием, хромированием).
После каждых 50 000 форм проверяйте направляющую стойку, выталкивающий штифт и другие изнашиваемые детали, а также очищайте поверхность формы от остатков пластика и ржавчины. Используйте высокотемпературную смазку для скользящих деталей (например, наклонной крышки, слайдера), чтобы уменьшить потери на трение. Убедитесь, что водяной контур гладкий, а разница температур составляет ≤5℃, чтобы избежать растрескивания формы из-за термического напряжения.
Стоимость материалов для пресс-формы составляет около 30-40% (например, цена 1 тонны стали P20 составляет около 20 000 юаней), затраты на обработку составляют более 50% (почасовая ставка труда на станках с ЧПУ составляет около 80-150 юаней/час). При мелкосерийном производстве можно выбрать алюминиевую пресс-форму или упростить конструкцию конструкции; для более чем 100 000 штук рекомендуется использовать твердосплавные вставки для увеличения срока службы!
Изделия для литья под давлением должны полностью соответствовать требованиям к конструкции (таким как размер, внешний вид) и могут быть непрерывными и стабильными в производстве. Маркировка пресс-формы, отчеты об инспекциях (такие как испытание твердости материала) и инженерные чертежи должны быть полными.
Сталь для пресс-форм (например, S136H, НАК80 и другие импортные материалы стоят дороже) и тип зародыша пресс-формы (пресс-форма из алюминия имеет низкую краткосрочную стоимость, но и короткий срок службы) напрямую влияют на стоимость; использование технологии проектирования САПР/КАЕ/КАМ, системы горячеканальных каналов и т. д. увеличит первоначальные инвестиции, но может повысить долгосрочные преимущества (например, уменьшение количества литников, увеличение производственной мощности).


