


Видео о литье под давлением медицинских изделий
——
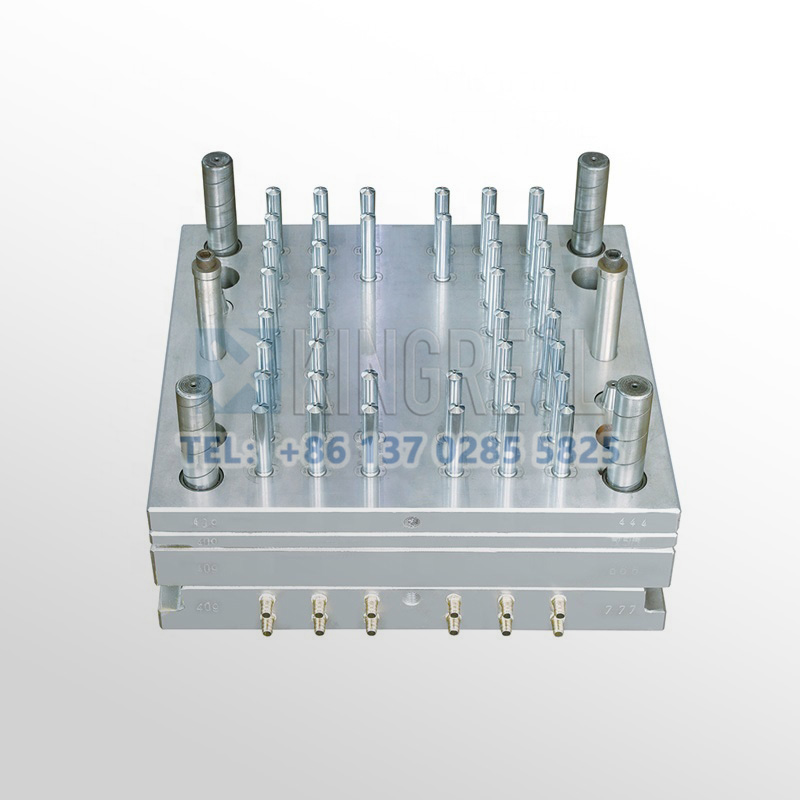
Описание пресс-формы для литья медицинских изделий под давлением
——
Компания KRMOLD специализируется на исследованиях, разработке и производстве пресс-форм для литья под давлением медицинских изделий, предоставляя профессиональные решения для широкого спектра пластиковых медицинских изделий. К таким изделиям относятся одноразовые шприцы, пластиковые пробирки, чашки Петри, культуральные колбы, аппликаторы, наконечники для пипеток, распылители и респираторы. Пресс-формы для литья под давлением медицинских изделий от KRMOLD отличаются высоким качеством, высокой точностью, превосходной светопроницаемостью и безупречной поверхностью. KRMOLD предоставляет клиентам комплексные решения по литью под давлением пластиковых медицинских изделий, включая проектирование и разработку продукции, проектирование пресс-форм, анализ процесса литья под давлением, разработку пресс-форм для медицинских изделий, полный спектр оборудования, послепродажное обслуживание и обучение.

Особенности пресс-формы для литья медицинских изделий под давлением
——
1) Широко применимые пресс-формы для литья медицинских изделий под давлением Пресс-формы для литья пластмасс под давлением KRMOLD могут использоваться в различных медицинских областях для производства распространенных медицинских изделий, таких как шприцы, ингаляторы, медицинские лотки, катетеры, хирургические инструменты, а также компоненты для глюкометров и тонометров. Из пластика, изготовленного с помощью пресс-форм для литья пластмасс под давлением KRMOLD, можно изготавливать как одноразовые, так и многоразовые элементы медицинской сферы.
2) Высокоточные пресс-формы для литья медицинских изделий под давлением Для обеспечения точности формования компонентов, изготовленных инженерами KRMOLD, достигается исключительная повторяемость допусков, составляющих +/- 0,001 дюйма или менее, благодаря использованию прецизионно обработанных стальных пресс-форм. Пресс-формы для литья под давлением медицинских изделий KRMOLD практически не требуют дополнительной обработки. Это позволяет сохранять сложные геометрические формы при высоких объемах производства в узких пределах допусков.
3) Пресс-формы для литья пластмасс под давлением для производства медицинских изделий в больших объемах. Пресс-формы для литья под давлением медицинских изделий KRMOLD позволяют производить тысячи деталей в час. Повышенная автоматизация снижает трудозатраты, а низкий процент брака пресс-форм и минимальное количество вторичных операций повышают экономическую эффективность. Затраты на приобретение быстро окупаются. |  |
4) Изготовление пресс-форм для литья медицинских изделий по индивидуальному заказу В зависимости от конкретного случая и потребностей заказчика, компания KRMOLD может создавать уникальные решения для производства пластиковых изделий методом литья под давлением. Благодаря толщине стенок от 0,5 до 6 мм, пресс-формы KRMOLD для медицинских изделий позволяют изготавливать пластиковые детали весом от нескольких граммов до нескольких фунтов. Для более мелких компонентов медицинских изделий инженеры KRMOLD используют технологию микролитья под давлением.
5) Многократно изготавливаемые пресс-формы для литья пластмасс под давлением медицинских изделий. Пресс-формы для литья пластмасс под давлением медицинского назначения KRMOLD обеспечивают строгий контроль технологического процесса, автоматически отслеживая такие параметры, как температура, давление и время цикла, чтобы гарантировать соответствие каждой детали техническим требованиям. KRMOLD предлагает методы контроля, позволяющие легко визуально или автоматически обнаруживать дефекты деталей, обеспечивая высокое качество продукции.
6) Пресс-формы для литья пластмасс под давлением медицинских изделий, соответствующие стандартам. Компания KRMOLD гарантирует, что изготовленные методом литья под давлением пластмассовые изделия для медицинских изделий соответствуют нормативным стандартам заказчика, используя требования стандартов для медицинских изделий, включая стандарты FDA США, европейский знак CE и японский стандарт PAL. В отношении материалов, методов производства, технологий стерилизации и испытаний на биосовместимость, пресс-формы для литья под давлением медицинских изделий KRMOLD соответствуют требованиям и стандартам качества медицинских изделий. |  |
Распространенные методы литья пластмасс под давлением для изготовления медицинских изделий.
——
1) Литье под давлением с использованием газа
Литье под давлением с использованием газа решает проблемы неравномерной сушки или отверждения более толстых компонентов, наблюдаемые при обычном литье. Азот подается по каналам, созданным в литьевой форме медицинского изделия, обеспечивая тем самым необходимое давление для получения гладких и прочных компонентов.
Литье с закладными элементами, обычно используемое для создания герметичного соединения, позволяет отливать вторую деталь поверх предварительно отлитой. Помещение уже имеющегося компонента в литьевую форму для медицинских изделий и последующее впрыскивание расплавленного пластика создает прочное молекулярное или механическое соединение. Эта технология широко используется в производстве различных медицинских изделий.
Технология литья под давлением (overmolding) предполагает нанесение полимерного покрытия на подложку для создания единого, интегрированного компонента, что исключает необходимость сборки. Эта технология идеально подходит для крупносерийного производства и иногда используется для изготовления эргономичных рукояток хирургических инструментов.
4) Литье жидкого силиконового каучука под давлением
Литье под давлением жидкого силиконового каучука подходит для производства медицинских изделий с высокими требованиями к гигиене, таких как трубки и респираторные маски. Эта технология обеспечивает беспыльную и влагонепроницаемую производственную среду и позволяет получать химически стойкое, резиноподобное вещество, пригодное для безопасной имплантации.




Распространенные пластмассовые материалы, используемые при литье под давлением медицинских изделий.
——
| Смола | Толщина стенки (мм) |
| Ацетал (ПОМ) | 0,76 - 3,05 |
| Акрил (ПММА) | 0,025 - 0,150 |
| Акрилонитрилбутадиенстирол (АБС) | 1.14 - 3.56 |
| Нейлон (ПА) | 0,76 - 2,92 |
| Полибутилентерефталат (ПБТ) | 2.032 - 6.350 |
| Поликарбонат (ПК) | 0,040 - 0,150 |
| Полиэфирэфиркетон (PEEK) | 0,020 - 0,200 |
| Полиэтеримид (PEI) | 0,080 - 0,120 |
| Полиэтилен (ПЭ) | 0,030 - 0,200 |
| Полифенилсульфон (ППСУ) | 0,030 - 0,250 |
| Полипропилен (ПП) | 0,040 - 0,150 |
| Полистирол (ПС) | 0,025 - 0,125 |
| Термопластичный эластомер (ТПЭ) | 0,025 - 0,125 |
| Термопластичный полиуретан (ТПУ) | 0,025 - 0,125 |
Применение литья пластмасс под давлением для медицинских изделий
——
-Корпуса и компоненты медицинских устройств: корпуса, панели, кнопки, разъемы и т. д.
- Детали шприцев и инфузионных наборов: поршни шприцев, корпуса шприцев, соединители инфузионных наборов, клапаны и т. д.
- Аппараты искусственной вентиляции легких: пластиковые детали для медицинских устройств, таких как респираторы и кислородные маски.
-Медицинская тара: пластиковые контейнеры, бутылки и фармацевтическая упаковка для медицинского применения.
-Стоматологические приспособления: пластиковые детали для стоматологических чашек, слепков зубов и брекетов. Хирургические инструменты: рукоятки, захваты и другие компоненты хирургических инструментов.


Процесс литья пластмасс под давлением для медицинских изделий
——
- Подготовка сырья: Подготовка пластикового сырья, соответствующего стандартам медицинской промышленности, на основе требований к конструкции медицинских изделий.
- Проектирование пресс-форм для литья пластмасс под давлением медицинских изделий: Разработка и изготовление пресс-форм для литья пластмасс под давлением медицинских изделий с учетом требований к форме и размерам изделия.
- Принцип работы литьевой машины: поместите пластиковое сырье в литьевую машину, нагрейте и расплавьте его под давлением, а затем впрысните в пресс-форму для медицинского изделия.
-Охлаждение и затвердевание: Пластик охлаждается и затвердевает в пресс-форме для литья пластмасс под давлением медицинских изделий, принимая желаемую форму изделия и обеспечивая при этом физические свойства и точность размеров.
-Вскрытие пресс-формы для литья пластмасс под давлением медицинских изделий и извлечение детали: Откройте пресс-форму для литья пластмасс под давлением медицинских изделий и извлеките затвердевшее пластиковое изделие, убедившись, что оно не повреждено и не деформировано.

Укажите тип пластика (например, ПП, АБС) и требования к последующей обработке (например, напыление, шелкография), а также предоставьте чертежи пластиковой детали в формате 2D или 3D. При этом укажите объем производства, требования к внешнему виду, стандарты допусков и т. д.
Как правило, наши инженеры начинают готовить смету сразу после того, как заказчик предоставит полные требования к производству. Обычно это занимает около 1-3 дней.
Срок выполнения для обычных литьевых форм обычно составляет 30-60 дней, и может быть больше для сложных форм. Например, типичный срок выполнения для жидких силиконовых форм составляет около 60 дней, включая проектирование, изготовление, тестирование формы и т. д.
Высокоточная технология обработки: для оптимизации процесса проектирования используется высокоточное оборудование, такое как обрабатывающие центры с ЧПУ (ЧПУ) и электроэрозионная обработка (ЭЭО) в сочетании с программным обеспечением САПР/КАМ. Контроль качества: проверка основных размеров формы с помощью координатно-измерительной машины (КИМ) и проверка нескольких партий образцов на этапе пробного формования. Выбор материала: Для продления срока службы гаек плашек используйте штампованную сталь с высокой износостойкостью (например, H13, S136) и обработкой поверхности (например, азотированием, хромированием).
После каждых 50 000 форм проверяйте направляющую стойку, выталкивающий штифт и другие изнашиваемые детали, а также очищайте поверхность формы от остатков пластика и ржавчины. Используйте высокотемпературную смазку для скользящих деталей (например, наклонной крышки, слайдера), чтобы уменьшить потери на трение. Убедитесь, что водяной контур гладкий, а разница температур составляет ≤5℃, чтобы избежать растрескивания формы из-за термического напряжения.
Стоимость материалов для пресс-формы составляет около 30-40% (например, цена 1 тонны стали P20 составляет около 20 000 юаней), затраты на обработку составляют более 50% (почасовая ставка труда на станках с ЧПУ составляет около 80-150 юаней/час). При мелкосерийном производстве можно выбрать алюминиевую пресс-форму или упростить конструкцию конструкции; для более чем 100 000 штук рекомендуется использовать твердосплавные вставки для увеличения срока службы!
Изделия для литья под давлением должны полностью соответствовать требованиям к конструкции (таким как размер, внешний вид) и могут быть непрерывными и стабильными в производстве. Маркировка пресс-формы, отчеты об инспекциях (такие как испытание твердости материала) и инженерные чертежи должны быть полными.
Сталь для пресс-форм (например, S136H, НАК80 и другие импортные материалы стоят дороже) и тип зародыша пресс-формы (пресс-форма из алюминия имеет низкую краткосрочную стоимость, но и короткий срок службы) напрямую влияют на стоимость; использование технологии проектирования САПР/КАЕ/КАМ, системы горячеканальных каналов и т. д. увеличит первоначальные инвестиции, но может повысить долгосрочные преимущества (например, уменьшение количества литников, увеличение производственной мощности).


