
Описание пресс-формы для литья под давлением дверных панелей автомобиля
——
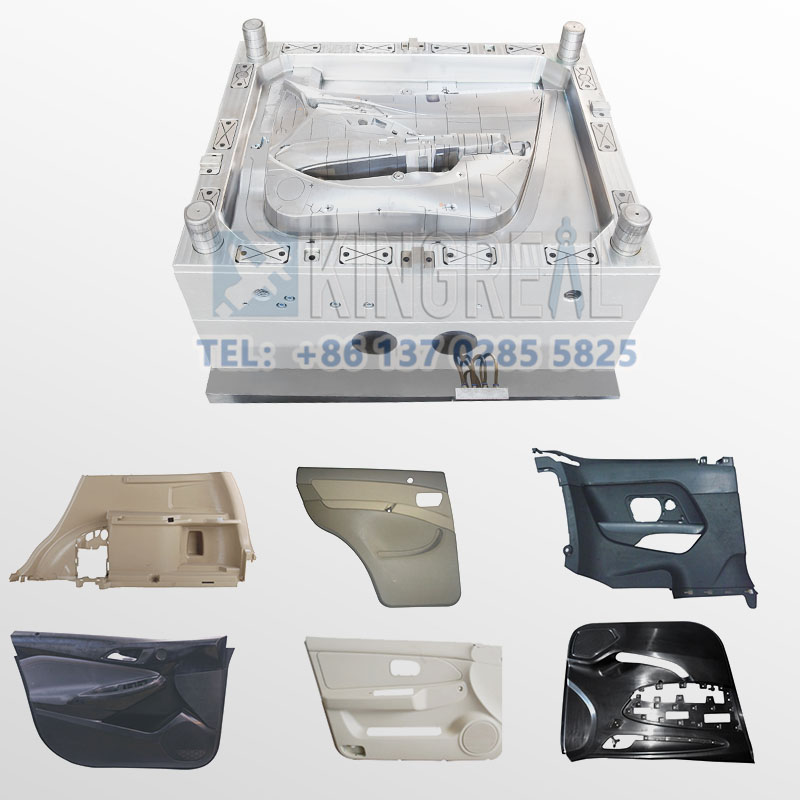
KRMOLD — профессиональный китайский производитель пресс-форм для литья пластмасс под давлением, обладающий мощными производственными мощностями и богатым опытом реализации проектов в этой области. Например, пресс-форма для автомобильных дверных панелей относится к числу крупных пресс-форм в автомобильной промышленности и используется в качестве ключевого инструмента для производства внутренних дверных панелей автомобилей.
Автомобильные дверные панели обычно имеют глянцевую поверхность и кожаную отделку, поэтому необходимо обеспечить отсутствие пятен, следов сварки и других дефектов, что предъявляет высокие требования к сложным поверхностям, изготавливаемым методом литья под давлением. На дверных панелях часто имеется множество перевернутых застежек с внутренней и внешней стороны, что требует наличия механизма сердечника со стороны литьевой формы для обеспечения извлечения изделия из формы.
Пресс-форма KRMOLD для автомобильных дверных панелей использует игольчатый клапан последовательного литья с обычной подачей материала через литник, например, с 4 или 10 горячими соплами, чтобы избежать следов плавления и оптимизировать давление заполнения. В пресс-формах для автомобильных дверных панелей приоритетный веерный или банановидный литник, длина литника обычно контролируется в пределах 60-100 мм для уменьшения потерь давления.

Конструктивные особенности литьевой формы дверных панелей автомобиля
——
Наше преимущество

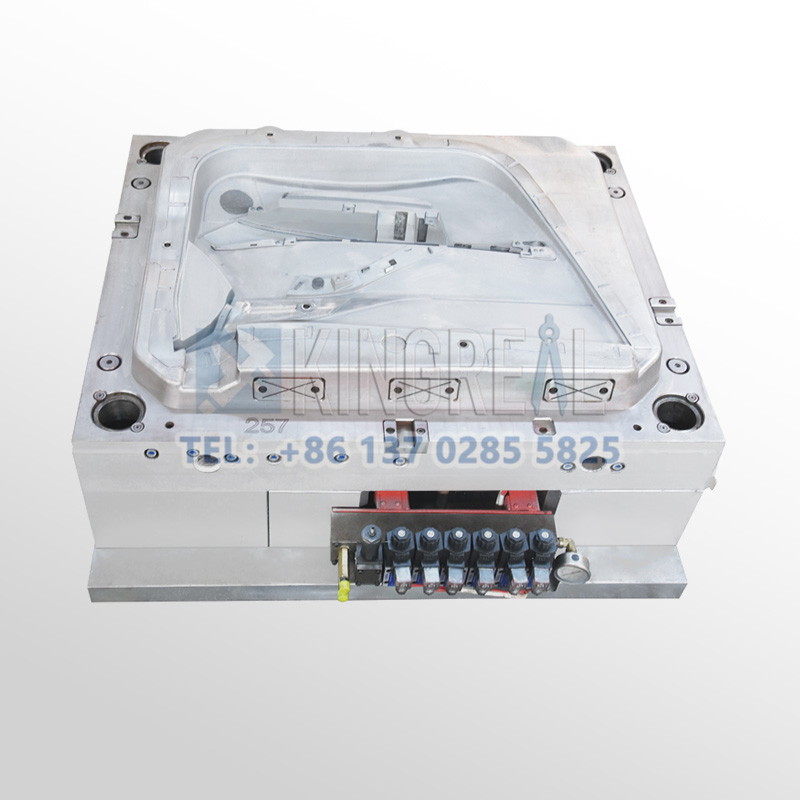
Пресс-форма для литья автомобильных дверных панелей имеет интегрированную конструкцию с неподвижным и подвижным элементом, в качестве основного материала для сердечников используется P20/2738. Пластины AB пресс-формы имеют четырехстороннюю кромко-закрывающую структуру, обеспечивающую жесткость и компактность. Ключевые конструктивные элементы включают угловые выталкивающие блоки, толкающие блоки и конструкцию сетчатых отверстий. Особое внимание следует уделить угловым выталкивающим блокам, чтобы предотвратить прилипание деталей или царапины на поверхности, особенно в местах с плотной сетчатой структурой (например, решетки динамиков).

В пресс-форме используется 10-точечная система горячеканальных каналов с последовательным включением клапанов, соединенная с холодными каналами и банановидными литниками. Материал PP/EPDM (полипропилен/этиленпропилендиеновый мономер) обладает высокой текучестью, что позволяет гибко проектировать литники. Для минимизации потерь давления и обеспечения качества поверхности длина холодного канала ограничена ≤60 мм (предпочтительно) или ≤100 мм (максимально). Такая конфигурация эффективно исключает наличие сварных швов на декоративных поверхностях (поверхности типа А).

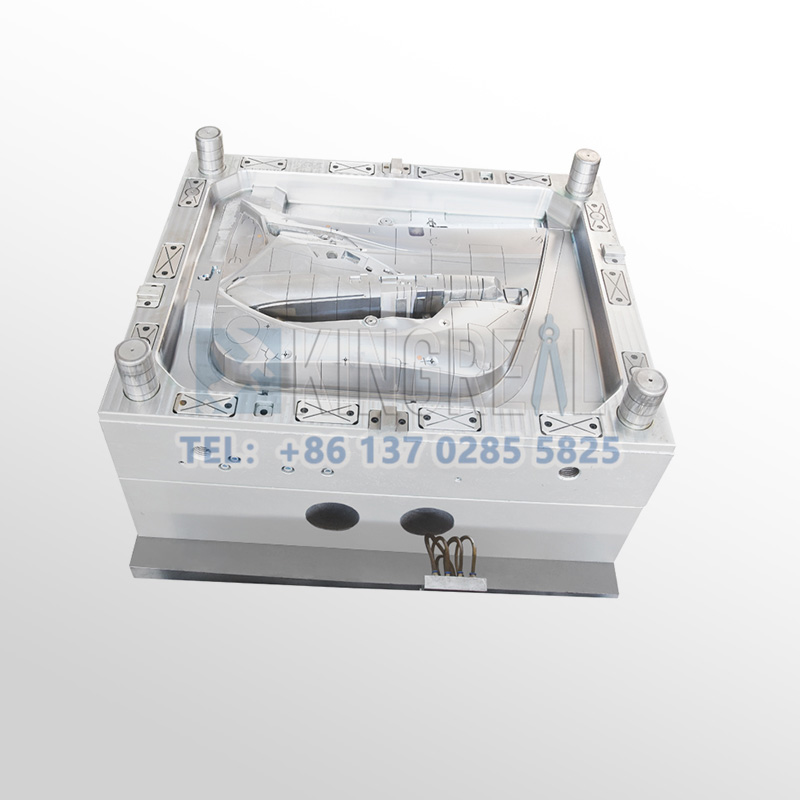
Как один из важных компонентов автомобильного интерьера, нижняя часть дверной панели автомобиля предъявляет высокие требования к внешнему виду. Поэтому преимущества и недостатки конструкции системы контроля температуры оказывают существенное влияние на эффективность литья и качество продукции, получаемой методом литья под давлением.
ддддхххВ пресс-форме для литья автомобильных дверных панелей используется инновационная система контроля температуры «прямая водопроводная труба + наклонная водопроводная труба + колодец», которая не только обеспечивает равномерное охлаждение пластиковых деталей и сокращает цикл литья, но и повышает качество готовой продукции — автомобильных дверных панелей. Это идеально подходит для пресс-форм, предъявляющих высокие требования к внешнему виду.
Технические характеристики пресс-формы для литья под давлением дверных панелей автомобиля
——
| Материал для пресс-формы | P20/718/738/NAK80/S136/2344.ETC. |
| Программное обеспечение для проектирования | Solidworks/PROE/UG/CAD и т. д. |
| Пластиковый материал | ABS/PP/PS/PE/PVC/PA6 и другие |
| Инъекционный насос | Горячий бегун\ Холодный бегун |
| Формовочная полость | Однокамерная конструкция |
| Размер формы | 1190*930*720 мм |
| Основа формы | xc48 |
| Жизнь плесени | 250-300 тысяч снимков |
Процесс литья под давлением автомобильных дверных панелей
——

Литье под давлением с использованием газа
Газовая игла обычно устанавливается в средней части нижней полости литьевой формы и впрыскивает расплавленный пластик через азот под высоким давлением, образуя средний воздушный канал в толстостенной детали и уменьшая количество материала до 40%.
Пресс-форма для отделки задней двери впрыскивает материал непосредственно в полость через газовую иглу и располагается вблизи литникового канала, обеспечивая направление потока газа относительно расплава. Этап удержания газа позволяет устранить усадочные швы и деформации в толстостенных областях, характерные для традиционного литья под давлением, а также значительно улучшить качество поверхности дверной панели, что позволяет удовлетворить высокие требования к внешнему виду деталей отделки салона автомобиля.
Пресс-форма для отделки задней двери KRMOLD использует технологию газовой поддержки и оптимизирует параметры заполнения (время задержки газа 0,5 с, давление 4,5 МПа) с помощью моделирования Moldex3D, что в конечном итоге позволяет добиться отсутствия усадки в толстостенной области при толщине стенки 43,1 мм.

Двухкомпонентная литьевая форма
Двухкомпонентное литье под давлением достигается путем впрыскивания пластмасс разных цветов или материалов в две детали за один цикл литья под давлением, а затем вращения или переключения пресс-форм для получения композитной структуры. В пресс-формах для автомобильных дверных панелей двухкомпонентное литье под давлением обычно используется для объединения твердого каркаса (например, PC/ABS) с мягкими на ощупь поверхностями (например, TPE) для повышения комфорта салона и для обеспечения водонепроницаемости за счет сочетания твердого клея и эластомера (например, LSR).
Пресс-форма поворачивает заднюю часть на 180° для двухцветного литья, в то время как передняя часть фиксируется для обеспечения точности выравнивания полостей между двумя литьевыми формами (допуск ±0,01 мм). Система двойного верхнего стержня работает независимо, пружинный механизм возврата предотвращает помехи при вращении, угол наклона при извлечении из формы >1,5° (для шероховатой поверхности кожи).
О компании KRMOLD
——
Компания "KRMOLD специализируется на проектировании и производстве прецизионных пресс-форм, располагая производственной командой из более чем 200 профессиональных техников, командой технических разработчиков из более чем 30 инженеров и сервисной командой полного цикла, охватывающей все этапы — от предпродажных консультаций до послепродажного обслуживания, предоставляя полный спектр услуг, от проектирования пресс-форм и прецизионной обработки до литья под давлением.
Почему выбирают нас?
1. Комплексное обслуживание на всех этапах процесса.
Мы предоставляем полный спектр услуг, начиная от интеграции требований, проектирования и изготовления пресс-форм до доставки и послепродажного обслуживания.
Техническая команда активно участвует в этапе проектирования продукции заказчика, оптимизируя структуру пресс-формы и разрабатывая чертежи пресс-формы с помощью программного обеспечения для анализа потока расплава (например, Autodesk Moldflow, UGNX). Оснащенная импортными станками с ЧПУ, проволочно-резательным станком Shadick, оборудованием для зеркальной обработки и другим прецизионным обрабатывающим оборудованием, команда обеспечивает точность ±0,02 мм;
У нас имеется крупный интеллектуальный цех для проведения вторичной обработки, такой как шелкография, сварка, покраска и т.д. Мы строго соблюдаем систему качества ISO13485 и IATF16949; при этом мы предоставляем бесплатную доставку, регулярное техническое обслуживание пресс-форм и гарантийное обслуживание сроком на один год.
2. Полная система контроля качества.
В нашем цехе имеется полный цикл производства, использующий пятиосевые обрабатывающие центры Makino, литьевые машины Haitian и другое известное отечественное и зарубежное оборудование, что позволяет избежать задержек на этапе отгрузки. С помощью координатно-измерительной машины (CMM) и трехмерного контрольно-измерительного прибора осуществляется полный контроль ключевых размеров, а также применяется цикл управления качеством PDCA. Кроме того, мы предоставляем полный отчет о контроле качества литьевых форм.
3. Точный контроль сроков поставки для обеспечения соблюдения графика проекта.
Благодаря цифровому управлению, мониторингу хода производства с самого начала выполнения заказа, отслеживанию данных по различным заказам и срокам поставки, при возникновении факторов, которые могут привести к задержке, незамедлительно принимаются меры по ускорению производственного графика, чтобы гарантировать, что заказчик завершит изготовление пресс-форм для литья пластмасс в установленные сроки.
Укажите тип пластика (например, ПП, АБС) и требования к последующей обработке (например, напыление, шелкография), а также предоставьте чертежи пластиковой детали в формате 2D или 3D. При этом укажите объем производства, требования к внешнему виду, стандарты допусков и т. д.
Как правило, наши инженеры начинают готовить смету сразу после того, как заказчик предоставит полные требования к производству. Обычно это занимает около 1-3 дней.
Срок выполнения для обычных литьевых форм обычно составляет 30-60 дней, и может быть больше для сложных форм. Например, типичный срок выполнения для жидких силиконовых форм составляет около 60 дней, включая проектирование, изготовление, тестирование формы и т. д.
Высокоточная технология обработки: для оптимизации процесса проектирования используется высокоточное оборудование, такое как обрабатывающие центры с ЧПУ (ЧПУ) и электроэрозионная обработка (ЭЭО) в сочетании с программным обеспечением САПР/КАМ. Контроль качества: проверка основных размеров формы с помощью координатно-измерительной машины (КИМ) и проверка нескольких партий образцов на этапе пробного формования. Выбор материала: Для продления срока службы гаек плашек используйте штампованную сталь с высокой износостойкостью (например, H13, S136) и обработкой поверхности (например, азотированием, хромированием).
После каждых 50 000 форм проверяйте направляющую стойку, выталкивающий штифт и другие изнашиваемые детали, а также очищайте поверхность формы от остатков пластика и ржавчины. Используйте высокотемпературную смазку для скользящих деталей (например, наклонной крышки, слайдера), чтобы уменьшить потери на трение. Убедитесь, что водяной контур гладкий, а разница температур составляет ≤5℃, чтобы избежать растрескивания формы из-за термического напряжения.
Стоимость материалов для пресс-формы составляет около 30-40% (например, цена 1 тонны стали P20 составляет около 20 000 юаней), затраты на обработку составляют более 50% (почасовая ставка труда на станках с ЧПУ составляет около 80-150 юаней/час). При мелкосерийном производстве можно выбрать алюминиевую пресс-форму или упростить конструкцию конструкции; для более чем 100 000 штук рекомендуется использовать твердосплавные вставки для увеличения срока службы!
Изделия для литья под давлением должны полностью соответствовать требованиям к конструкции (таким как размер, внешний вид) и могут быть непрерывными и стабильными в производстве. Маркировка пресс-формы, отчеты об инспекциях (такие как испытание твердости материала) и инженерные чертежи должны быть полными.
Сталь для пресс-форм (например, S136H, НАК80 и другие импортные материалы стоят дороже) и тип зародыша пресс-формы (пресс-форма из алюминия имеет низкую краткосрочную стоимость, но и короткий срок службы) напрямую влияют на стоимость; использование технологии проектирования САПР/КАЕ/КАМ, системы горячеканальных каналов и т. д. увеличит первоначальные инвестиции, но может повысить долгосрочные преимущества (например, уменьшение количества литников, увеличение производственной мощности).


