


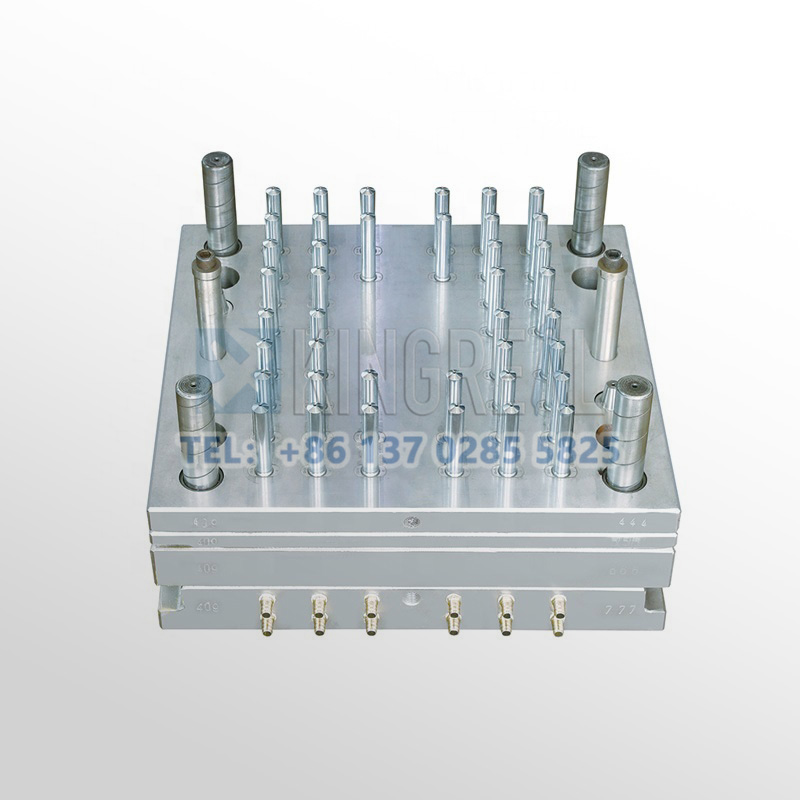
Спецификация центрифужных трубчатых литьевых форм
——
| Материал пресс-формы | P20/718/H13/45 #/S136 |
| Пластиковый материал | ПП/ПММА/ПС/ПЭ/ПВХ/АБС/ПА6.... |
| Рама формы | ЛКМ/ДМЭ/ЮДО... |
| Полость пресс-формы | Многополостной |
| Бегун | Холодный бегун |
| Программное обеспечение для проектирования | УГ, АВТОКАД, Молдфлоу, SOLIDWORKS |
| Жизнь плесени | 30-50 тыс. выстрелов |
| Стандарт | ДМЭ |
| Размер центрифужной пробирки | 15мл, 50мл |
Описание центрифужных трубчатых литьевых форм
——
Центрифужные пробирки должны подвергаться воздействию сильных кислот, щелочей или биологических образцов, а сырье для продукции должно быть устойчивым к коррозии и стерилизации при высоких температурах. Формы для литья центрифужных пробирок — это точные инструменты, специально разработанные для производства центрифужных пробирок в лабораториях, а коррозионно-стойкие стали, такие как нержавеющая сталь S136H, используются в качестве сырья для производства литьевых изделий, таких как ПЦР-пробирки, микроцентрифужные пробирки и т. д.
Центробежные трубки обычно имеют тонкостенные и многопрофильные характеристики продукта, формы для литья под давлением центробежных трубок должны быть спроектированы с учетом компоновки с несколькими гнездами, например, с 64 гнездами, 96 гнездами и 106 гнездами и т. д., чтобы добиться производства одной из нескольких партий продукции, повысить эффективность производства центробежных трубок.
Принцип формования центробежной трубчатой литьевой формы заключается в впрыскивании расплавленного пластика высокой температуры в полость формы, а затем быстром формовании в высокоточные, химически стойкие одноразовые расходные материалы центробежной трубки. Центробежные трубчатые литьевые формы должны соответствовать строгим требованиям биосовместимости, герметизации и стойкости к центробежной силе. В дополнение к многополостная конструкция, центробежные трубки также имеют характеристики продукта резьбовых и герметичных структур. Формы для литья центробежных трубок должны быть интегрированы с механизмом ползуна и устройством наклона верхней части для достижения сложного извлечения из формы через конструкцию блокировки, чтобы избежать проблем с деформацией резьбы или заусенцами.

Конструктивная особенность многогнездных литьевых форм
——
«Производственные характеристики изделий из центробежных труб требуют многогнездных литьевых форм для крупносерийного производства. Тогда как изготовить многогнездные литьевые формы?»
Наше преимущество

Суть многогнездной пресс-формы заключается в разумном расположении полостей пресс-формы. Обычно симметричное расположение (например, 4 полости, 8 полостей или 96 полостей) принимается для балансировки потока расплава и уменьшения проблемы неравномерного заполнения, или принимается система «один главный и несколько» литников, чтобы гарантировать синхронное заполнение полостей. Расстояние между полостями должно регулироваться в соответствии с размером изделия и усилием зажима литьевой машины, чтобы избежать деформации, вызванной высоким локальным давлением.

Поверхность разъема многогнездной литьевой формы должна быть выбрана по самому большому поперечному сечению изделия, а зазор должен контролироваться на уровне ≤ 0,01 мм для обеспечения герметизации, а зажимной механизм часто имеет конструкцию телескопического штока + шарнирного соединения поворотной оси для повышения эффективности извлечения из формы.

В зависимости от формы полости формы, независимый контур охлаждения, например, для длинных трубчатых деталей используется спиральный водяной контур, для тонкостенных деталей используется струйное охлаждение для обеспечения равномерного рассеивания тепла. Для многополостных форм следует настроить независимую систему контроля температуры для разных полостей.
Распространенные классификации центрифужных пробирок
——
★Классификация по вместимости
1. Центрифужная пробирка большой емкости
Характеристики: 250 мл, 500 мл, 1000 мл и т. д. Они обычно используются для культивирования клеток, очистки белков и другой обработки больших образцов. Как правило, центрифужные пробирки с емкостью более 100 мл являются центрифужными флаконами.
2. Обычные центрифужные пробирки
Общие характеристики: 15 мл, 50 мл, подходит для рутинного разделения образцов (например, сыворотки, клеточного осадка)
3.Микроцентрифужная пробирка
Характеристики: 0,2 мл, 0,5 мл, 1,5 мл, 2 мл, часто используются в сочетании с микроцентрифугами для разделения следовых количеств реагентов, обычно применяются в экспериментах по микроманипуляции в молекулярной биологии.
★Классифицируются по форме дна
1. Центрифужные пробирки с коническим дном
Характеристики: острое дно, легко концентрирует осадок, подходит для разделения микрообразцов. Когда образец небольшой и осадок собирается, эффект разделения будет лучше с центрифужной пробиркой с заостренным дном, а надосадочную жидкость будет легче всасывать пипеткой.
2. Круглодонные трубы
Преимущество: Большая площадь дна, чтобы выдерживать более высокие центробежные силы, часто используется для разделения градиентов плотности. При сборе градиентов плотности можно выбрать круглое дно; круглое дно имеет большую площадь и может выдерживать более высокие центробежные силы, чем заостренное дно.
3. Центрифужные пробирки с плоским дном
Применение: Легко устанавливается в вертикальное положение, подходит для обычного хранения образцов или низкоскоростного центрифугирования. Используется так же, как и пробирки с заостренным дном, но пробирки можно устанавливать в вертикальное положение для легкого извлечения во время экспериментов. Другие центрифужные пробирки с плоским дном в основном представляют собой центрифужные бутылки и пробирки для образцов.



Применение пресс-формы для литья центрифужных трубок
——

Почему стоит выбрать КРМОЛД?
—
1. Комплексное обслуживание полного цикла
Мы предоставляем полный спектр услуг: от интеграции требований, проектирования и изготовления пресс-форм до поставки и послепродажного обслуживания.
Техническая группа глубоко вовлечена в этап проектирования продукта клиента, оптимизируя структуру пресс-формы и проектируя чертежи пресс-формы с помощью программного обеспечения для анализа потока пресс-формы (например, Автодеск Молдфлоу, UGNX). Оснащена импортным ЧПУ, проволочно-резательным станком Шадик, зеркальным разрядным оборудованием и другим прецизионным обрабатывающим оборудованием для достижения точности ±0,02 мм;
У нас есть крупномасштабный интеллектуальный цех для поддержки вторичной обработки, такой как шелкография, сварка, распыление и т. д. Мы строго соблюдаем систему качества ISO13485 и IATF16949; при этом мы предоставляем бесплатную транспортировку, регулярное техническое обслуживание пресс-форм и гарантийное обслуживание сроком на один год.
2.Полная система контроля качества
Имеется цех по производству полной цепочки, использующий пятикоординатные обрабатывающие центры Макино, литьевые машины гаитянский и другое известное в стране и за рубежом оборудование, чтобы избежать задержек в исходящей обработке. С помощью координатно-измерительной машины ШМ, трехмерного контрольного прибора полная проверка ключевых размеров, внедрение управления качеством цикла ПДКА. Между тем, мы предоставляем полный отчет по проверке качества литьевых форм.
3. Точный контроль поставок для гарантии соблюдения графика проекта
Благодаря цифровому управлению, мониторингу хода производства с самого начала заказа, мониторингу данных по различным заказам и датам поставки, как только возникают факторы, которые могут задержаться, немедленно принимаются меры по ускорению графика производства, чтобы гарантировать, что заказчик в период поставки завершит изготовление пластиковых литьевых форм.
Укажите тип пластика (например, ПП, АБС) и требования к последующей обработке (например, напыление, шелкография), а также предоставьте чертежи пластиковой детали в формате 2D или 3D. При этом укажите объем производства, требования к внешнему виду, стандарты допусков и т. д.
Как правило, наши инженеры начинают готовить смету сразу после того, как заказчик предоставит полные требования к производству. Обычно это занимает около 1-3 дней.
Срок выполнения для обычных литьевых форм обычно составляет 30-60 дней, и может быть больше для сложных форм. Например, типичный срок выполнения для жидких силиконовых форм составляет около 60 дней, включая проектирование, изготовление, тестирование формы и т. д.
Высокоточная технология обработки: для оптимизации процесса проектирования используется высокоточное оборудование, такое как обрабатывающие центры с ЧПУ (ЧПУ) и электроэрозионная обработка (ЭЭО) в сочетании с программным обеспечением САПР/КАМ. Контроль качества: проверка основных размеров формы с помощью координатно-измерительной машины (КИМ) и проверка нескольких партий образцов на этапе пробного формования. Выбор материала: Для продления срока службы гаек плашек используйте штампованную сталь с высокой износостойкостью (например, H13, S136) и обработкой поверхности (например, азотированием, хромированием).
После каждых 50 000 форм проверяйте направляющую стойку, выталкивающий штифт и другие изнашиваемые детали, а также очищайте поверхность формы от остатков пластика и ржавчины. Используйте высокотемпературную смазку для скользящих деталей (например, наклонной крышки, слайдера), чтобы уменьшить потери на трение. Убедитесь, что водяной контур гладкий, а разница температур составляет ≤5℃, чтобы избежать растрескивания формы из-за термического напряжения.
Стоимость материалов для пресс-формы составляет около 30-40% (например, цена 1 тонны стали P20 составляет около 20 000 юаней), затраты на обработку составляют более 50% (почасовая ставка труда на станках с ЧПУ составляет около 80-150 юаней/час). При мелкосерийном производстве можно выбрать алюминиевую пресс-форму или упростить конструкцию конструкции; для более чем 100 000 штук рекомендуется использовать твердосплавные вставки для увеличения срока службы!
Изделия для литья под давлением должны полностью соответствовать требованиям к конструкции (таким как размер, внешний вид) и могут быть непрерывными и стабильными в производстве. Маркировка пресс-формы, отчеты об инспекциях (такие как испытание твердости материала) и инженерные чертежи должны быть полными.
Сталь для пресс-форм (например, S136H, НАК80 и другие импортные материалы стоят дороже) и тип зародыша пресс-формы (пресс-форма из алюминия имеет низкую краткосрочную стоимость, но и короткий срок службы) напрямую влияют на стоимость; использование технологии проектирования САПР/КАЕ/КАМ, системы горячеканальных каналов и т. д. увеличит первоначальные инвестиции, но может повысить долгосрочные преимущества (например, уменьшение количества литников, увеличение производственной мощности).


