
Технические характеристики пресс-формы для литья автомобильных крыльев под давлением
——
| Основание формы | LKM, HASCO, DME и др. |
| Материал для формовочной полости/стержня | P20, H13, 2738, S136, 718 и т. д. |
| Полость плесени | Одинокий |
| Точность пресс-формы | ±0,01-0,05 мм |
| Тип пресс-формы | Форма для литья под давлением 1+1, холодный канал |
| Формовочная сталь | 718H |
| Размер формы | 245×183 мм |
| Срок службы плесени | 50 000 раз |
| Ворота | Подводные ворота, боковые/краевые ворота |
| Точность определения размеров автомобильного крыла | ±0,1~0,5 мм |
| Пластиковый материал | АБС |
Краткое описание процесса литья под давлением автомобильных крыльев
——
Пресс-формы для литья под давлением — это высокоточные производственные инструменты, предназначенные для массового производства пластмассовых изделий путем впрыскивания различных типов расплавленного пластика в полости пресс-формы с последующим охлаждением и извлечением пластиковых изделий. Характеристики массового производства, такие как высокая точность и возможность индивидуальной настройки, делают пресс-формы для литья под давлением одним из важнейших производственных инструментов для изготовления пластиковых деталей интерьера и экстерьера автомобилей. Они могут удовлетворить потребности в литье под давлением высокотемпературных материалов, таких как пресс-формы для автомобильных приборных панелей, дверных панелей, корпусов автомобильных аккумуляторов, интерфейсов зарядки и других ключевых деталей.
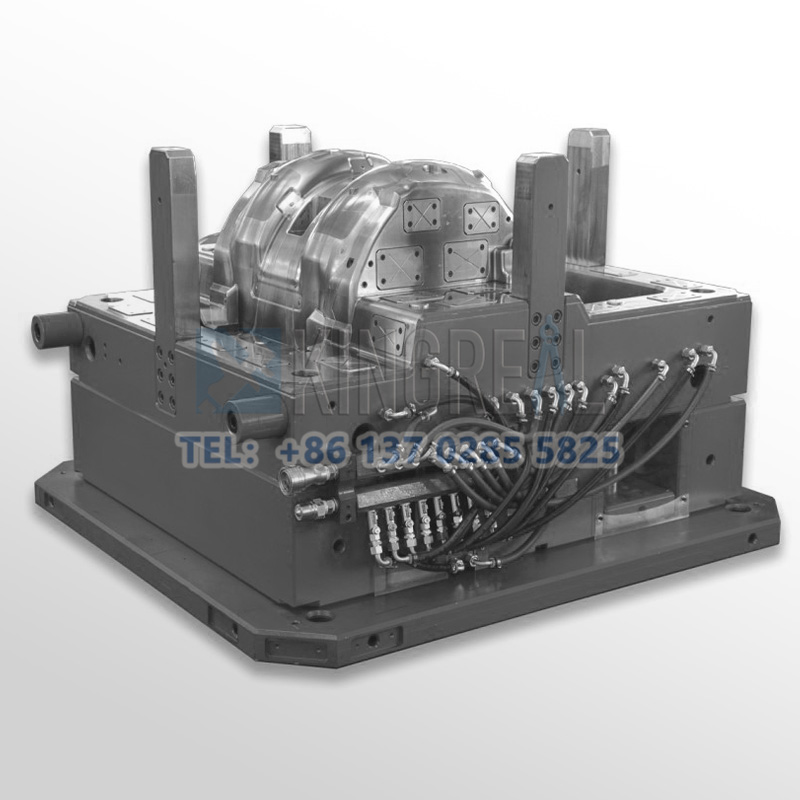
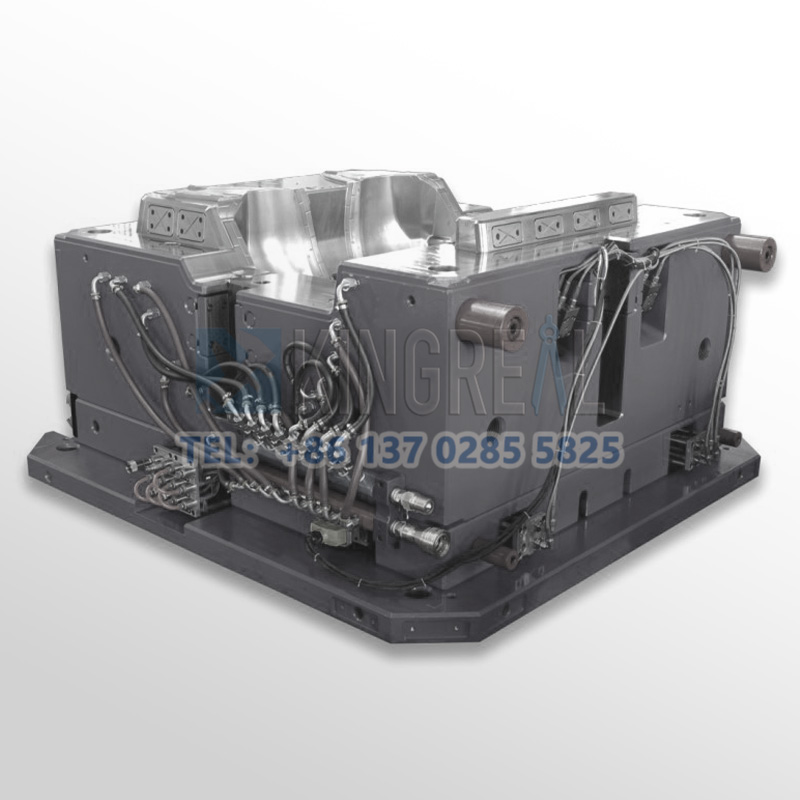
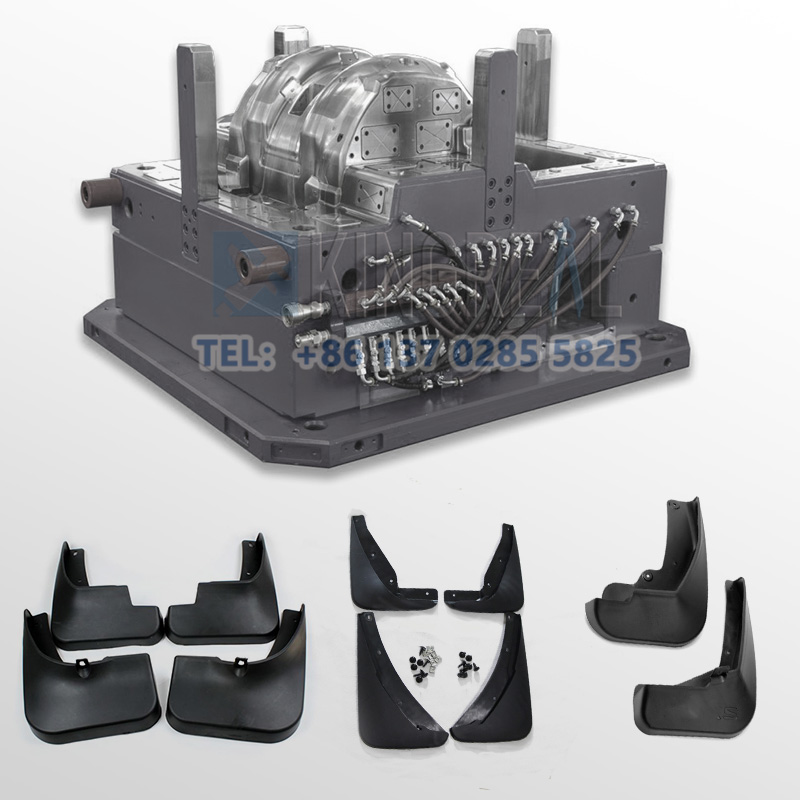
Пресс-форма для автомобильного крыла состоит из двух частей: подвижной формы (сердечника) и неподвижной формы (полости), которые при закрытии образуют полость и систему заливки, а затем под высоким давлением впрыскивают расплавленный пластик, такой как ABS или PP, охлаждают и затвердевают, в результате чего получается пластиковое автомобильное крыло. Весь процесс литья под давлением автомобильного крыла включает в себя закрытие формы, впрыскивание клея, а затем сам процесс формования, что является очень сложным и трудоемким процессом. Весь процесс литья под давлением автомобильного крыла включает в себя этапы зажима, впрыскивания клея, выдержки под давлением, охлаждения, открытия и извлечения формы и т. д. Точность полостей пресс-формы напрямую определяет точность и качество поверхности автомобильных крыльев.
В пресс-форме для литья под давлением автомобильных крыльев KRMOLD используется конструкция с дифференцированной толщиной стенок: вместо традиционных 2 мм толщина корпуса уменьшена до 1,5 мм, а локальная толщина стенок увеличена до 1,8-2,5 мм для обеспечения прочности литья. Дифференцированная конструкция KRMOLD позволяет производить автомобильные крылья с уменьшением веса более чем на 300 г, что соответствует потребностям развития автомобильной промышленности.

Процесс изготовления пресс-формы для литья автомобильных крыльев под давлением
——

С помощью 3D-сканирования облачных данных автомобильных крыльев, которые необходимо изготовить заказчикам (точность может достигать 0,005 мм), мы проводим оптимизацию структуры пресс-формы и планирование поверхности разъема.
На основе анализа потоков в форме и проектирования теплового баланса было завершено моделирование системы литья, а затем – проектирование механизма выталкивания и извлечения стержня.

В качестве сырья для полости и сердечника пресс-формы для литья автомобильных крыльев выбирают предварительно закаленную сталь P20 или H13, проводят черновую обработку на портальном фрезерном станке, а затем завершают обработку графитовым электродом методом электроэрозионной обработки (ЭЭО) после прецизионной обработки на 5-осевом станке с ЧПУ. Наконец, в прецизионной зоне пресс-формы выполняется ультразвуковая полировка.

Компания KRMOLD внедрила полный процесс контроля качества, включающий профессиональную команду инспекторов и современное двухмерное и трехмерное оборудование для контроля качества пресс-форм, производимых для клиентов. На заводе проводятся двухмерные и трехмерные испытания оборудования, а также пробная модификация пресс-форм в процессе производства.
Проектирование технологии литья под давлением
——
1. Система литья автомобильных крыльев: горячеканальная система с клапанным затвором для уменьшения отходов литниковой системы и улучшения баланса заполнения.
2. Конструкция полости пресс-формы для пластиковых расширителей колесных арок автомобиля: Различная толщина стенок (1,5-2,5 мм) в сочетании с расположением ребер обеспечивает баланс между малым весом (снижение веса на 300 г/штука) и прочностью конструкции.
3. Показатель текучести расплава (MFI) для автомобильных крыльев: 20-25 г/10 мин для ABS, 30-35 г/10 мин для PP (испытание при 230℃/2,16 кг), что гарантирует текучесть и механические свойства.
4. Анализ потока расплава при литье автомобильных крыльев: моделирование степени заполнения ≥ 95%, прогнозирование положения линии сварки и оптимизация путем корректировки структуры пресс-формы.
5. Контроль деформации при литье автомобильных крыльев под давлением: используется допуск на охлаждение ±0,3 мм/м для уменьшения деформации, вызванной термическим напряжением.
6. Устранение пузырьков воздуха при литье автомобильных крыльев под давлением: скорость впрыска контролируется в 3 этапа (быстро-медленно-быстро), используется вакуумная вентиляционная система, пористость ≤ 0,5%.
Особенности литьевой формы для автомобильных крыльев
——
1. Снижение экономической эффективности за счет облегченной конструкции.
Технология литья под давлением автомобильных крыльев позволяет эффективно снизить вес деталей, изготовленных методом литья под давлением, за счет оптимизации топологии и армирования стекловолокном. Это помогает уменьшить вес всего автомобиля на 4-6 кг и повысить топливную экономичность на 2-3%.
Использование системы горячих каналов в автомобильных пресс-формах для уменьшения отходов холодных каналов позволяет значительно сократить ежегодные затраты на сырье в автомобильном производстве, что дает возможность сэкономить от 15 до 20 миллионов долларов США.
2. Увеличение срока службы автомобильных крыльев, изготовленных методом литья под давлением.
Пресс-форма для литья автомобильных крыльев изготавливается на 5-осевом обрабатывающем центре, окончательная проверка пресс-формы с помощью КИМ соответствует уровню ISO 2768-мК, допуск на формующую полость составляет ±0,02 мм.
Для изготовления пресс-форм для автомобильных крыльев методом литья под давлением используется пресс-формовая сталь SKD61 (HRC 48-52) с PVD-покрытием, что снижает износ на 60% и помогает увеличить срок службы пресс-формы с 30 000 до 120 000 циклов.
3. Совместимость с высокоэффективными материалами при литье автомобильных крыльев под давлением.
Пресс-форма для литья автомобильных крыльев поддерживает сплав ABS/PC, полипропилен, армированный длинными стекловолокнами (LFT-PP, длина волокна 10-25 мм), с температурой деформации при нагреве (HDT) до 140℃ (ISO 75). Предварительно смешанные составы УФ-стабилизатора и антиоксиданта для литьевых форм также прошли испытание на старение под ксеноновой лампой в течение 2000 часов в соответствии со стандартом SAE J2527.

О компании KRMOLD
—
Компания KRMOLD специализируется на проектировании и производстве прецизионных пресс-форм, располагая производственной командой из более чем 200 профессиональных техников, командой технических разработчиков из более чем 30 инженеров и сервисной командой полного цикла, охватывающей все этапы — от предпродажных консультаций до послепродажного обслуживания, предоставляя полный спектр услуг, от проектирования пресс-форм и прецизионной обработки до литья под давлением.
Компания KRMOLD Mold оснащена первоклассным международным оборудованием, таким как обрабатывающие центры с ЧПУ, японский прецизионный электроэрозионный станок Makino, японский проволочно-резательный станок Shadick, японские термопластавтоматы Toshiba и другое оборудование известных отечественных и зарубежных брендов, что позволяет достичь точности обработки ± 0,002 мм и удовлетворить потребности в изготовлении различных высокоточных пресс-форм для литья пластмасс под давлением.

Часто задаваемые вопросы: Как получить ценовое предложение на изготовление пресс-форм для литья под давлением по индивидуальному заказу?
——
Необходимо указать тип пластика (например, ПП, АБС) и требования к постобработке (например, напыление, шелкография), а также предоставить чертежи пластиковой детали в 2D или 3D формате. Одновременно следует указать объем производства, требования к внешнему виду, допуски и т.д.
Укажите тип пластика (например, ПП, АБС) и требования к последующей обработке (например, напыление, шелкография), а также предоставьте чертежи пластиковой детали в формате 2D или 3D. При этом укажите объем производства, требования к внешнему виду, стандарты допусков и т. д.
Как правило, наши инженеры начинают готовить смету сразу после того, как заказчик предоставит полные требования к производству. Обычно это занимает около 1-3 дней.
Срок выполнения для обычных литьевых форм обычно составляет 30-60 дней, и может быть больше для сложных форм. Например, типичный срок выполнения для жидких силиконовых форм составляет около 60 дней, включая проектирование, изготовление, тестирование формы и т. д.
Высокоточная технология обработки: для оптимизации процесса проектирования используется высокоточное оборудование, такое как обрабатывающие центры с ЧПУ (ЧПУ) и электроэрозионная обработка (ЭЭО) в сочетании с программным обеспечением САПР/КАМ. Контроль качества: проверка основных размеров формы с помощью координатно-измерительной машины (КИМ) и проверка нескольких партий образцов на этапе пробного формования. Выбор материала: Для продления срока службы гаек плашек используйте штампованную сталь с высокой износостойкостью (например, H13, S136) и обработкой поверхности (например, азотированием, хромированием).
После каждых 50 000 форм проверяйте направляющую стойку, выталкивающий штифт и другие изнашиваемые детали, а также очищайте поверхность формы от остатков пластика и ржавчины. Используйте высокотемпературную смазку для скользящих деталей (например, наклонной крышки, слайдера), чтобы уменьшить потери на трение. Убедитесь, что водяной контур гладкий, а разница температур составляет ≤5℃, чтобы избежать растрескивания формы из-за термического напряжения.
Стоимость материалов для пресс-формы составляет около 30-40% (например, цена 1 тонны стали P20 составляет около 20 000 юаней), затраты на обработку составляют более 50% (почасовая ставка труда на станках с ЧПУ составляет около 80-150 юаней/час). При мелкосерийном производстве можно выбрать алюминиевую пресс-форму или упростить конструкцию конструкции; для более чем 100 000 штук рекомендуется использовать твердосплавные вставки для увеличения срока службы!
Изделия для литья под давлением должны полностью соответствовать требованиям к конструкции (таким как размер, внешний вид) и могут быть непрерывными и стабильными в производстве. Маркировка пресс-формы, отчеты об инспекциях (такие как испытание твердости материала) и инженерные чертежи должны быть полными.
Сталь для пресс-форм (например, S136H, НАК80 и другие импортные материалы стоят дороже) и тип зародыша пресс-формы (пресс-форма из алюминия имеет низкую краткосрочную стоимость, но и короткий срок службы) напрямую влияют на стоимость; использование технологии проектирования САПР/КАЕ/КАМ, системы горячеканальных каналов и т. д. увеличит первоначальные инвестиции, но может повысить долгосрочные преимущества (например, уменьшение количества литников, увеличение производственной мощности).


