


Инъекция Форма для Рулевое управление Колесо
● ● ● ● ●
Инъекция форма для рулевое управление колеса являются конкретно разработанный к производить прочный и высокий-точность пластик рулевое управление колесо детали, a ключевой компонент для рулевое управление контроль в течение транспортное средство операция. Обеспечение a безопасный и эффективный вождение опыт, эти машина рулевое управление колесо инъекция формы работа для все машина модели.Пока также принимая в счет долговечность и надежность, КРМОЛД инъекция форма для рулевое управление колесо дизайны давать равный масса к оба тот появление и комфорт из тот рулевое управление колесо к гарантия большой производительность даже после расширенный использование.
КРМОЛД инъекция форма для рулевое управление колесо предложение гибкость в сложный геометрический дизайны и являются совместимый с a разнообразие из материалы. Эти машина рулевое управление колесо инъекция формы удовлетворить клиенты' разнообразные потребности как хорошо как тот изменение тренды из тот текущий автомобильный сектор Спасибо к их большой точность, расширенный продолжительность жизни, и адаптивность. Если ты иметь любой запросы, пожалуйста электронная почта kingreal2004@гмайл.com. Благотворительность быстрый и начальство услуга, тот КРМОЛД команда воля делать конечно a ответ является данный в пределах 12 часы.

Параметры из Инъекция Форма для Рулевое управление Колесо
● ● ● ● ●
| Форма Тип | Машина Рулевое управление Колесо Инъекция Форма |
| Форма Материал | P20/718/738/NAK80/S136 |
| Форма База | HASCO, ДМЕ, МИСУМИ, ДЖИС, ЛКМ, и т. д.. |
| Бегун | Холодный Бегун/Горячий Бегун |
| Ворота | Скольжение Ворота/Под-Ворота/Приколоть Точка Ворота |
| Полость | Одинокий Полость/Много-Полость |
| Дизайн Программное обеспечение | UG/ПРОЭ/САПР/SOLIDWORKS |
| Формование Оборудование | ЧПУ, Проволока Резка, Помол, EDM |
| Сырой Материалы | АБС, ПП, ПК, ПА6, ПА66, ПВХ, ПОМ, ПММА, ПС, и т. д.. |
| Упаковка | Деревянный Поддон, Картон |
| OEM/ОДМ | Добро пожаловать, пожалуйста предоставлять 2D/3D файлы или образцы |
Инъекция Форма для Рулевое управление Колесо Дизайн
● ● ● ● ●
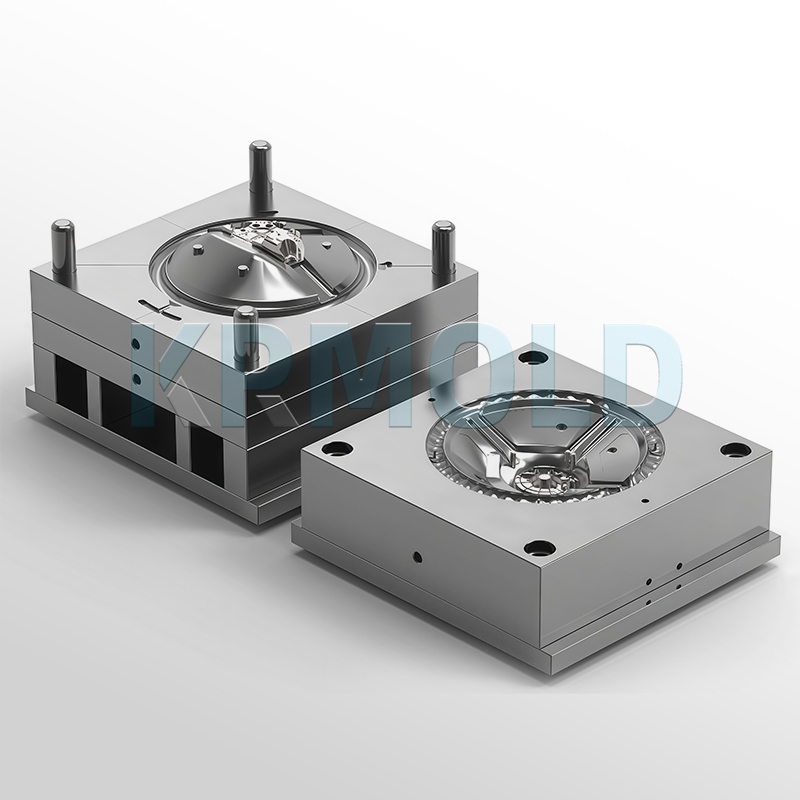
Форма поток анализ и форма дизайн для машина рулевое управление колесо инъекция форма являются ключевой шаги в автомобильный интерьер производство. Научный форма поток анализ и скрупулезный форма дизайн напрямую влияние тот качество, появление, и производство эффективность из инъекция-формованный продукты.
(1)Форма поток анализ из машина рулевое управление колесо инъекция форма 1/ Форма поток анализ импорт: Когда проведение форма поток анализ для ан автомобильный рулевое управление колесо, тот первый шаг является к импорт тот рулевое управление колесо's САПР модель с использованием форма поток анализ программное обеспечение. Одновременно, инъекция формование процесс параметры, такой как инъекция скорость, температура, и давление, должен быть набор для последующий анализ. 2/ Инъекция формование процесс моделирование: Через форма поток анализ, тот система имитирует ключ шаги в тот инъекция формование процесс, включая таять поток, начинка, и охлаждение. Он моделирование результаты может быть использовал к оценивать тот рулевое управление колесо's начинка производительность, идентифицировать потенциал дефекты такой как пузырьки и короткий выстрелы, и оптимизировать инъекция формование процесс параметры соответственно, обеспечение что каждый деталь из тот рулевое управление колесо встречи тот ожидал стандарты.
Он следующий ключ баллы требовать особенный внимание в форма поток анализ: - Гарантия качества заполнения: Оптимизация параметров процесса литья под давлением для обеспечения превосходного качества заполнения и предотвращения подобных дефектов является необходимым условием для получения высококачественного автомобильного рулевого колеса. - Конструкция системы охлаждения: Хорошо спроектированная система охлаждения обеспечивает превосходное охлаждение во время литья под давлением, повышая эффективность производства и качество продукции, а также гарантируя целостность отлитого рулевого колеса. - Разработка системы извлечения из формы: Разработка подходящей системы извлечения из формы с учетом формы и требований рулевого колеса имеет решающее значение. Это не только обеспечивает плавное извлечение, но и эффективно предотвращает повреждения и деформации, повышая универсальность и срок службы пресс-формы для литья под давлением рулевого колеса. - Последовательность и положение впрыска: Определение соответствующей последовательности впрыска и расположения точек впрыска является ключевым конструктивным моментом, обеспечивающим полное заполнение полости пресс-формы пластиковым материалом, предотвращая образование пустот и дефектов. |  |
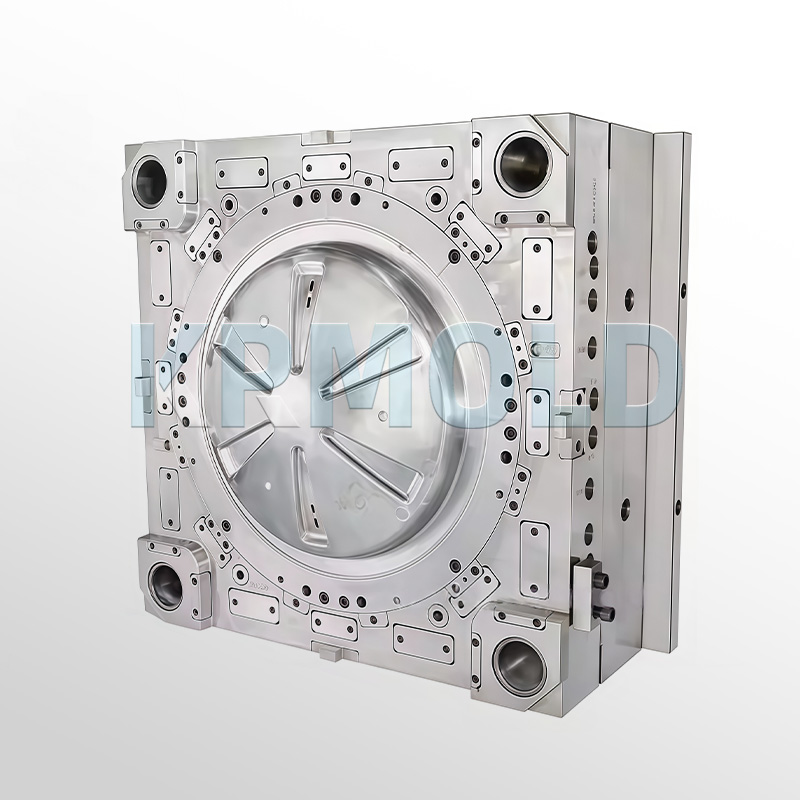
 | (2) Конструкция пресс-формы для литья под давлением автомобильного рулевого колеса 1/ Принципы проектирования пресс-форм для литья под давлением автомобильных рулевых колес: При проектировании пресс-формы для литья под давлением рулевого колеса необходимо в полной мере учитывать все конструктивные требования к рулевому колесу, включая полость пресс-формы, сердечник пресс-формы, систему извлечения из формы и систему охлаждения. 2/ Точность и контроль размеров: Точность и размеры являются ключевыми факторами, влияющими на качество и стабильность автомобильного рулевого колеса. Обеспечение точности пресс-формы для литья под давлением рулевого колеса напрямую влияет на конечное качество и характеристики рулевого колеса. 3/ Проектирование пресс-формы для литья под давлением автомобильного рулевого колеса с использованием программного обеспечения САПР: Программы САПР помогают создавать трехмерные модели и инженерные чертежи пресс-формы для литья под давлением рулевого колеса на протяжении всего процесса проектирования, что делает проектирование более интуитивным и простым в реализации. Этот метод создает прочную основу для последующей обработки и проверки компонентов, а также для повышения точности проектирования.
В процессе проектирования пресс-формы для литья автомобильных рулевых колес также необходимо выполнить следующие задачи: - Точность обработки и контроль размеров: Обеспечение соответствия точности обработки деталей пресс-формы требованиям для гарантирования качества литья под давлением. - Обработка поверхности пресс-формы: Для улучшения качества и гладкости поверхности рулевого колеса обычно требуется соответствующая обработка поверхности, такая как шлифовка и полировка. - Вопросы долговечности и ремонтопригодности: Благодаря рациональному проектированию конструкции и компонентов пресс-формы для литья под давлением автомобильных рулевых колес повышается долговечность и ремонтопригодность пресс-формы, что сокращает время простоя и затраты на техническое обслуживание. Это позволяет поддерживать высокую эффективность производства автомобильных рулевых колес. |
Применение литья под давлением автомобильных рулевых колес
● ● ● ● ●


Почему стоит выбрать КРМОЛД?
● ● ● ● ●
1) Сила команды разработчиков:Компания КРМОЛД располагает сильной командой разработчиков. От проектирования пластиковых деталей до пресс-форм для литья под давлением автомобильных рулевых колес, команда КРМОЛД проводит тщательный анализ, исследования и контроль качества на каждом этапе. КРМОЛД постоянно оптимизирует свои конструкции и процессы для достижения высочайших отраслевых стандартов, гарантируя клиентам получение передовых пресс-форм для литья под давлением рулевых колес с точки зрения качества и производительности.
2) Высокоточное измерительное оборудование:Для обеспечения точности литьевых форм для рулевых колес компания КРМОЛД оснащена современными координатно-измерительными машинами и проекционными измерительными приборами. Эти устройства используются для тщательной проверки размеров всех деталей, включая заготовку пресс-формы, сердечник и вставки, гарантируя соответствие каждой детали стандартам качества и стабильности конечного продукта.
3) Поддержка многотонных термопластавтоматов:Компания КРМОЛД располагает литьевыми машинами различной тоннажности, достаточными для удовлетворения производственных потребностей в изготовлении различных пресс-форм для рулевых колес. Это позволяет оперативно проводить пробное литье T1 новых автомобильных рулевых колес после их изготовления, что дает возможность быстро выявлять проблемы и разрабатывать решения для их улучшения. КРМОЛД ценит каждую деталь, предоставляя клиентам услуги по непрерывной оптимизации производства пресс-форм для рулевых колес.
Часто задаваемые вопросы о производстве пресс-форм для автомобильных рулевых колес под давлением
● ● ● ● ●
В1: Какой тип стали вы используете для изготовления пресс-форм для литья автомобильных рулевых колес под давлением?
A1: Компания КРМОЛД может использовать любой тип стали, указанный заказчиком или широко распространенный на рынке, например, P20, 718, 8407, NAK80, H13, S136, DIN 1.2738, DIN 1.2344 и т. д.
В2: Можете ли вы предоставить сертификаты на сталь и сертификаты термообработки?
A2: Да, компания КРМОЛД может предоставить сертификаты на сталь или сертификаты твердости в качестве подтверждения того, что используемые КРМОЛД материалы соответствуют соответствующим стандартам.
В3: Каков срок поставки пресс-формы для литья под давлением рулевого колеса?
A3: Срок поставки зависит от размера и сложности пресс-формы для литья под давлением автомобильного руля. Обычно срок поставки составляет 25-45 дней. Если пресс-форма для литья под давлением автомобильного руля относительно простая и небольшого размера, команда КРМОЛД может изготовить ее в течение 15 дней.
Вопрос 4: Предоставляете ли вы запасные части клиентам?
A4: При необходимости компания КРМОЛД предоставит запасные части для пресс-формы литья автомобильных рулевых колес, чтобы гарантировать быстрое решение любых проблем, выявленных в ходе последующей эксплуатации.

Укажите тип пластика (например, ПП, АБС) и требования к последующей обработке (например, напыление, шелкография), а также предоставьте чертежи пластиковой детали в формате 2D или 3D. При этом укажите объем производства, требования к внешнему виду, стандарты допусков и т. д.
Как правило, наши инженеры начинают готовить смету сразу после того, как заказчик предоставит полные требования к производству. Обычно это занимает около 1-3 дней.
Срок выполнения для обычных литьевых форм обычно составляет 30-60 дней, и может быть больше для сложных форм. Например, типичный срок выполнения для жидких силиконовых форм составляет около 60 дней, включая проектирование, изготовление, тестирование формы и т. д.
Высокоточная технология обработки: для оптимизации процесса проектирования используется высокоточное оборудование, такое как обрабатывающие центры с ЧПУ (ЧПУ) и электроэрозионная обработка (ЭЭО) в сочетании с программным обеспечением САПР/КАМ. Контроль качества: проверка основных размеров формы с помощью координатно-измерительной машины (КИМ) и проверка нескольких партий образцов на этапе пробного формования. Выбор материала: Для продления срока службы гаек плашек используйте штампованную сталь с высокой износостойкостью (например, H13, S136) и обработкой поверхности (например, азотированием, хромированием).
После каждых 50 000 форм проверяйте направляющую стойку, выталкивающий штифт и другие изнашиваемые детали, а также очищайте поверхность формы от остатков пластика и ржавчины. Используйте высокотемпературную смазку для скользящих деталей (например, наклонной крышки, слайдера), чтобы уменьшить потери на трение. Убедитесь, что водяной контур гладкий, а разница температур составляет ≤5℃, чтобы избежать растрескивания формы из-за термического напряжения.
Стоимость материалов для пресс-формы составляет около 30-40% (например, цена 1 тонны стали P20 составляет около 20 000 юаней), затраты на обработку составляют более 50% (почасовая ставка труда на станках с ЧПУ составляет около 80-150 юаней/час). При мелкосерийном производстве можно выбрать алюминиевую пресс-форму или упростить конструкцию конструкции; для более чем 100 000 штук рекомендуется использовать твердосплавные вставки для увеличения срока службы!
Изделия для литья под давлением должны полностью соответствовать требованиям к конструкции (таким как размер, внешний вид) и могут быть непрерывными и стабильными в производстве. Маркировка пресс-формы, отчеты об инспекциях (такие как испытание твердости материала) и инженерные чертежи должны быть полными.
Сталь для пресс-форм (например, S136H, НАК80 и другие импортные материалы стоят дороже) и тип зародыша пресс-формы (пресс-форма из алюминия имеет низкую краткосрочную стоимость, но и короткий срок службы) напрямую влияют на стоимость; использование технологии проектирования САПР/КАЕ/КАМ, системы горячеканальных каналов и т. д. увеличит первоначальные инвестиции, но может повысить долгосрочные преимущества (например, уменьшение количества литников, увеличение производственной мощности).


