

Описание пресс-формы для литья пластмассовых лопастей вентилятора
——
Пресс-формы для литья пластмассовых лопаток вентилятора являются основой высокоточного производства, определяя характеристики и качество лопаток.
Компания KRMOLD может предоставить клиентам пресс-формы для литья пластмассовых лопаток вентиляторов. От ключевых моментов проектирования до производственных процессов, высокоточные пресс-формы для литья пластмассовых лопаток вентиляторов обеспечивают стабильные размеры лопаток и эффективный воздушный поток.
Изготовление пресс-форм для литья пластмассовых лопастей вентиляторов по индивидуальному заказу позволяет удовлетворить производственные потребности различных клиентов в лопастях вентиляторов различных размеров, форм и конструкций, отвечая специфическим требованиям различных отраслей промышленности.

Параметры литьевой формы для пластиковых лопастей вентилятора
——
| Название пресс-формы: | литьевая форма для пластиковых лопастей вентилятора |
| Размер изделия: | 300x300x180 мм (Возможна индивидуальная настройка) |
| Описание продукта: | Лопасть вентилятора |
| Полость в плесени: | 1 полость |
| Размер формы: | 800x800x680 мм (Возможна индивидуальная настройка) |
| Подходящая машина: | ДКМ-650Тон |
| Основной материал пресс-формы: | С136 |
| Система литья под давлением: | Горячий Бегун |
| Система выталкивания пресс-формы: | Выбрасывающая пластина |
| Время цикла формования: | 20 секунд |
| Время работы пресс-формы: | 1 М |
| Характеристики пресс-формы: | Многопозиционное перемещение, высокая точность и проверенная балансировка. |
Основные конструктивные особенности пресс-форм для литья пластмассовых лопаток вентиляторов под давлением
——
При проектировании пресс-формы для литья пластмассовых лопаток вентилятора первым шагом является обеспечение возможности использования пресс-формы для литья пластмассовых лопаток вентилятора в соответствии с их конкретной формой. Обычно это делается с помощью программного обеспечения CAD. Ключевые факторы, которые необходимо учитывать в процессе проектирования, включают усадку пластмассы, эффекты охлаждения и отслоение от стенки пресс-формы.
Выбор метода выталкивания также имеет решающее значение. К распространенным методам выталкивания при литье пластмассовых лопаток вентилятора относятся вращательное выталкивание и многопозиционное вытягивание сердечника. В данной конструкции пресс-формы используется трехпозиционный механизм вытягивания сердечника с уникальными конструктивными особенностями, включая гидравлический цилиндрический выталкиватель, механизм толкающей пластины, изогнутый штифт и механизм замедленного вытягивания сердечника.
Эта пластиковая пресс-форма для литья под давлением лопаток вентилятора, используемая для изготовления соединителя лопаток, имеет сложную внутреннюю структуру и шесть дугообразных направлений вытягивания. Традиционные направляющие с трудом извлекают детали, поэтому механизм вытягивания с несколькими сердечниками является ключевым фактором.
Изделие имеет форму с выемкой, небольшой внешней и большой внутренней частью. Трехпозиционный механизм выдвижения ползунков обеспечивает последовательное извлечение ползунков.
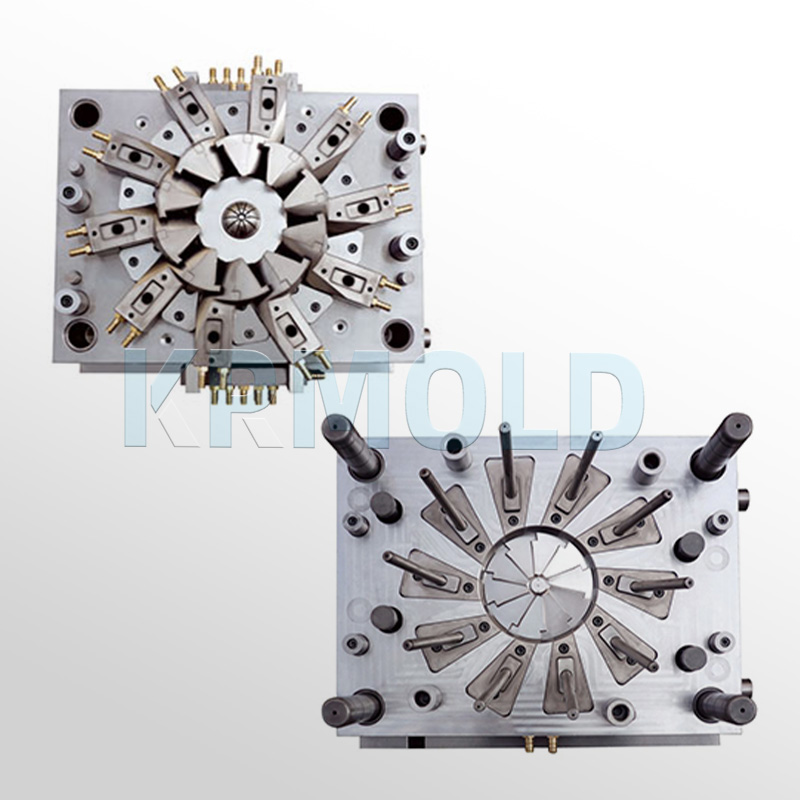
● Схема расположения элементов пресс-формы и литниковая система для литьевой формы пластиковых лопастей вентилятора
Эта деталь в виде лопатки вентилятора имеет почти круглую форму, с пятью равномерно расположенными лопатками по периметру. Из-за ограничений по размерам, компоновка полости пресс-формы выполнена в конфигурации 1×1, а материал основания пресс-формы — FAI 4545 A60 B60 C135.
Для получения требуемой формы лопаток вентилятора в конструкции пресс-формы используется система точечного впрыска. Из-за больших размеров используется пять литниковых каналов. Каждое сопло расположено у края центрального купола, непосредственно рядом с каждой лопаткой.
Сбалансированная система литниковых каналов обеспечивает равномерное распределение материала, что крайне важно для обеспечения одинакового размера и веса каждой лопасти.
● Конструкция пресс-формы и система охлаждения для литьевой формы пластиковых лопастей вентилятора
Эта пресс-форма для литья пластмассовых лопастей вентилятора имеет простую конструкцию, без сложных направляющих или механизмов наклона. Ее конструкция и процесс изготовления основаны на балансировке. Система охлаждения также спроектирована таким образом, чтобы быть сбалансированной: она расположена между передней и задней плитами и имеет большие круглые каналы охлаждения и уплотнения. Термопары стратегически размещены на плитах А и В для контроля и регулирования температуры.
● Точная механическая обработка и сборка литьевых форм для пластиковых лопастей вентиляторов
Балансировка имеет решающее значение при проектировании и изготовлении литьевых форм для пластиковых лопастей вентилятора. Для высокоскоростной обработки переднего и заднего сердечников пресс-формы используются высококачественная оснастка и новые лопасти, что обеспечивает стабильную форму и допуски по размерам каждой лопасти.
После высокоточной обработки для обеспечения точной сборки необходим трехмерный координатный контроль. Быстрое зажимание является ключевым фактором эффективного производства современных пластиковых лопаток вентиляторов методом литья под давлением. В данной пресс-форме используется механическая система быстрого зажимания с V-образными канавками как на неподвижной, так и на подвижной плитах, обеспечивающая жесткие допуски по ширине, углу и толщине плиты.
Различные типы пресс-форм для литья пластмассовых лопастей вентиляторов
——
● Формы для осевых вентиляторов
Данная конструкция пресс-формы для литья пластмассовых лопастей вентилятора имеет множество изогнутых лопастей вокруг центральной ступицы, создающих поток воздуха, параллельный оси вращения. Благодаря оптимизированной конструкции, пресс-формы для осевых вентиляторов позволяют эффективно контролировать скорость воздуха и создавать вихрь для охлаждения механических систем.
● Формы для центробежных вентиляторов
Формы для центробежных вентиляторов имеют изогнутые лопасти, создающие поток воздуха, перпендикулярный центральной оси. Это повышает давление воздушного потока, соответствует аэродинамическим требованиям и улучшает эффективность вращения.
● Формы для изготовления вентиляторов поперечного потока
Эта пластиковая пресс-форма для литья под давлением лопастей вентилятора используется для производства поперечно-поточных вентиляторов, в которых воздушный поток создается через узкое отверстие, перпендикулярное оси вращения. Конструкция лопастей имеет решающее значение, влияя на направление, скорость и давление воздушного потока. Регулировка кривизны и угла наклона лопастей позволяет оптимизировать организацию воздушного потока и его производительность.
Приведенное выше описание демонстрирует важность проектирования, компоновки, структуры и процесса литья под давлением пластиковых лопаток вентилятора, а также сценарии применения для различных типов пресс-форм для литья под давлением пластиковых лопаток вентилятора.
Пресс-формы для литья пластмассовых лопастей вентиляторов из различных материалов.
——
Выбор материала для пресс-формы под литье пластмассовых лопаток вентилятора имеет решающее значение для производительности и срока службы конечного изделия. К распространенным материалам для пресс-форм под литье пластмассовых лопаток вентиляторов относятся ABS и PP, оба из которых обладают превосходной устойчивостью к усталости и подходят для производства высокопроизводительных лопаток вентиляторов.
● Литье лопастей вентилятора из АБС-пластика
АБС (акрилонитрилбутадиенстирол) — широко используемый пластиковый материал с превосходной текучестью и технологическими свойствами. По сравнению с другими материалами, АБС имеет более высокий индекс расплава и лучшую текучесть, что облегчает заполнение сложных форм при литье пластмассовых лопастей вентиляторов под давлением.
Однако АБС-пластик обладает относительно низкой устойчивостью к старению, и длительное воздействие УФ-лучей или высоких температур может привести к ухудшению его характеристик. Поэтому при проектировании пресс-форм для литья пластмассовых лопаток вентилятора важно учитывать условия эксплуатации, чтобы обеспечить долговечность и надежность пресс-форм.
● Пресс-форма для литья лопастей вентилятора из полипропилена
Полипропилен (ПП) — это легкий пластик с хорошей прочностью и химической стабильностью. Лопасти вентиляторов из полипропилена, изготовленные методом литья под давлением, также обладают превосходной устойчивостью к усталости, что делает их пригодными для использования в условиях высоких частот.
Хотя средний уровень термостойкости полипропилена составляет приблизительно 80 °C, в некоторых областях применения он обладает лучшей химической и ударопрочностью, чем АБС-пластик.
● Литье под давлением лопастей вентилятора из поликарбоната и АБС-пластика
Помимо вариантов из одного материала, популярным выбором стало также сочетание поликарбоната (ПК) и АБС-пластика (ПК + АБС).
Этот композитный материал сочетает в себе высокую термостойкость поликарбоната с превосходными технологическими свойствами АБС-пластика, обеспечивая комплексные эксплуатационные преимущества.
Поликарбонат (PC) обладает термостойкостью до 130°C, что делает его пригодным для использования в условиях высоких температур. Его сочетание с АБС-пластиком повышает общую прочность и износостойкость пластиковой литьевой формы для лопастей вентилятора, дополнительно увеличивая срок службы и стабильность изделия.
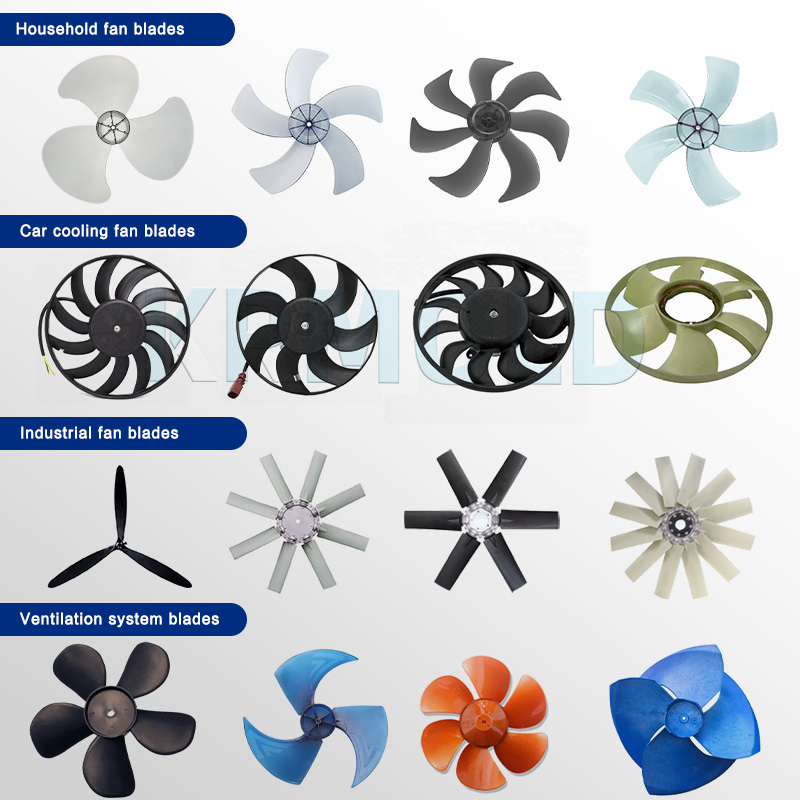
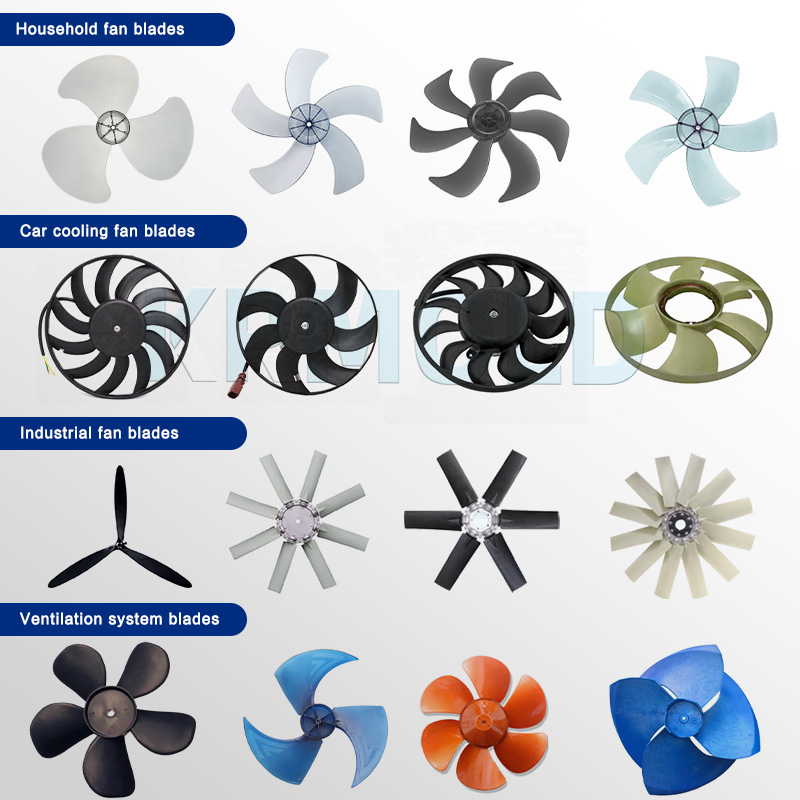
Применение литья пластмассовых лопастей вентилятора
——
Пресс-формы для литья пластмассовых лопастей вентиляторов используются в различных отраслях промышленности, требующих циркуляции и вентиляции воздуха, и наиболее распространенными областями применения являются следующие:
Бытовая техника: включая холодильники, очистители воздуха, воздухораспределители и вытяжные вентиляторы.
Электронное охлаждение: включая электронные компоненты в серверах, блоках питания и корпусах электронного оборудования.
Системы охлаждения автомобилей: вентиляторы охлаждения двигателя, системы отопления, вентиляции и кондиционирования воздуха, а также другие системы охлаждения транспортных средств.
Промышленная вентиляция: удаление вредных газов и обеспечение циркуляции воздуха.
Системы ОВК: используются при производстве вентиляторов для систем ОВК.

Часто задаваемые вопросы о литье пластмассовых лопастей вентилятора под давлением
——
1. Какие конкретные работы будут выполнены после подписания контракта на изготовление пресс-форм для литья пластмассовых лопастей вентилятора под давлением?
1) После подписания контракта мы сначала вместе с заказчиком рассмотрим пресс-форму для литья пластмассовых лопастей вентилятора, обсудим конкретные требования к пресс-форме и согласуем дизайн.
2) Закупка материалов будет осуществляться одновременно с проектированием пресс-формы для литья пластмассовых лопастей вентилятора под давлением.
3) Время изготовления пресс-формы для литья пластмассовых лопастей вентилятора под давлением будет варьироваться в зависимости от размера и сложности пресс-формы.
4) Испытания и тестирование литьевых форм для пластиковых лопастей вентилятора.
5) Если после испытания T1 будут обнаружены какие-либо проблемы, пресс-форма для литья пластиковых лопастей вентилятора будет отремонтирована и затем повторно протестирована в испытании T2. Как правило, для выполнения требований требуется три испытания.
2. Как я могу получить ценовое предложение?
Для получения подробной сметы в кратчайшие сроки и упрощения нашей работы, пожалуйста, предоставьте следующую информацию при отправке запроса.
1) 3D-шаги для документов и 2D-чертежей
2) Требования к материалам
3) Обработка поверхности
4) Количество (за заказ/месяц/год)
5) Любые особые требования или пожелания, такие как упаковка, маркировка, доставка и т. д.
3. Как вы обеспечиваете качество пресс-форм для литья пластмассовых лопастей вентилятора?
1) Компания KRMOLD имеет очень всеобъемлющий стандарт проверки плесени, полный набор строгих систем проверки плесени и превосходную команду инспекторов.
2) Компания KRMOLD может предоставить протоколы проверки всех материалов для литьевых форм пластиковых лопастей вентиляторов, а также подтверждение покупки.
4. Предлагает ли ваша компания услуги по разработке дизайна продукции?
1) Безусловно. Компания KRMOLD помогла бесчисленному количеству клиентов из Европы и Северной Америки изобрести новые продукты.
2) Просто укажите ваши требования, это может быть одно изображение или несколько эскизов, и наши инженеры начнут с вами работать.
3) Компания KRMOLD подпишет с вами Соглашение о конфиденциальности и Соглашение об интеллектуальной собственности.
Укажите тип пластика (например, ПП, АБС) и требования к последующей обработке (например, напыление, шелкография), а также предоставьте чертежи пластиковой детали в формате 2D или 3D. При этом укажите объем производства, требования к внешнему виду, стандарты допусков и т. д.
Как правило, наши инженеры начинают готовить смету сразу после того, как заказчик предоставит полные требования к производству. Обычно это занимает около 1-3 дней.
Срок выполнения для обычных литьевых форм обычно составляет 30-60 дней, и может быть больше для сложных форм. Например, типичный срок выполнения для жидких силиконовых форм составляет около 60 дней, включая проектирование, изготовление, тестирование формы и т. д.
Высокоточная технология обработки: для оптимизации процесса проектирования используется высокоточное оборудование, такое как обрабатывающие центры с ЧПУ (ЧПУ) и электроэрозионная обработка (ЭЭО) в сочетании с программным обеспечением САПР/КАМ. Контроль качества: проверка основных размеров формы с помощью координатно-измерительной машины (КИМ) и проверка нескольких партий образцов на этапе пробного формования. Выбор материала: Для продления срока службы гаек плашек используйте штампованную сталь с высокой износостойкостью (например, H13, S136) и обработкой поверхности (например, азотированием, хромированием).
После каждых 50 000 форм проверяйте направляющую стойку, выталкивающий штифт и другие изнашиваемые детали, а также очищайте поверхность формы от остатков пластика и ржавчины. Используйте высокотемпературную смазку для скользящих деталей (например, наклонной крышки, слайдера), чтобы уменьшить потери на трение. Убедитесь, что водяной контур гладкий, а разница температур составляет ≤5℃, чтобы избежать растрескивания формы из-за термического напряжения.
Стоимость материалов для пресс-формы составляет около 30-40% (например, цена 1 тонны стали P20 составляет около 20 000 юаней), затраты на обработку составляют более 50% (почасовая ставка труда на станках с ЧПУ составляет около 80-150 юаней/час). При мелкосерийном производстве можно выбрать алюминиевую пресс-форму или упростить конструкцию конструкции; для более чем 100 000 штук рекомендуется использовать твердосплавные вставки для увеличения срока службы!
Изделия для литья под давлением должны полностью соответствовать требованиям к конструкции (таким как размер, внешний вид) и могут быть непрерывными и стабильными в производстве. Маркировка пресс-формы, отчеты об инспекциях (такие как испытание твердости материала) и инженерные чертежи должны быть полными.
Сталь для пресс-форм (например, S136H, НАК80 и другие импортные материалы стоят дороже) и тип зародыша пресс-формы (пресс-форма из алюминия имеет низкую краткосрочную стоимость, но и короткий срок службы) напрямую влияют на стоимость; использование технологии проектирования САПР/КАЕ/КАМ, системы горячеканальных каналов и т. д. увеличит первоначальные инвестиции, но может повысить долгосрочные преимущества (например, уменьшение количества литников, увеличение производственной мощности).


